Via hole-ը հայտնի է նաև որպես անցքով:Հաճախորդների պահանջները բավարարելու համար
տպատախտակ միջոցով անցքը պետք է խցանված լինի:Շատ պրակտիկայից հետո, ավանդական ալյումինե խրոցակի անցքի գործընթացը փոխվել է, և տպատախտակի մակերեսի զոդման դիմակն ու խրոցը լրացվում են սպիտակ ցանցով:փոս.Կայուն արտադրություն և հուսալի որակ:
Միջոցով անցքերը խաղում են փոխկապակցման և անցկացման գծերի դերը:Էլեկտրոնիկայի արդյունաբերության զարգացումը նաև նպաստում է PCB-ների զարգացմանը, ինչպես նաև ավելի բարձր պահանջներ է ներկայացնում տպագիր տախտակների արտադրության տեխնոլոգիայի և մակերեսային տեղադրման տեխնոլոգիայի համար:Ծակերի խցանման տեխնոլոգիան ի հայտ եկավ, և միևնույն ժամանակ պետք է բավարարվեն հետևյալ պահանջները.
(1) անցքի մեջ միայն պղինձ կա, և զոդման դիմակը կարող է խցանվել, թե ոչ.
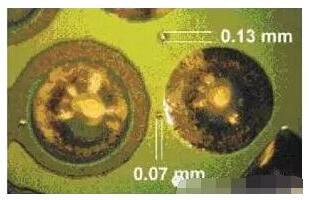
(2) Անցող անցքի մեջ պետք է լինի թիթեղ և կապար՝ որոշակի հաստության պահանջով (4 մկմ), և զոդման դիմացկուն թանաք չպետք է մտնի անցքի մեջ, ինչի հետևանքով թիթեղյա ուլունքներ թաքնվեն անցքի մեջ.
(3) Միջանցքի անցքերը պետք է ունենան զոդման դիմացկուն թանաքի խրոցակների անցքեր, անթափանց և չպետք է ունենան թիթեղյա շրջաններ, թիթեղյա ուլունքներ և հարթեցման պահանջներ:
Ինչու՞ պետք է PCB տպատախտակները արգելափակեն մուտքերը:
Էլեկտրոնային արտադրանքների «թեթև, բարակ, կարճ և փոքր» ուղղությամբ զարգացմամբ, PCB-ները նույնպես զարգանում են դեպի բարձր խտություն և դժվարություն:Հետևաբար, հայտնվել են մեծ թվով SMT և BGA PCB-ներ, և հաճախորդները պահանջում են վարդակների անցքեր բաղադրիչները մոնտաժելիս, որոնք հիմնականում ներառում են հինգ գործառույթ.
(1) Կանխել թիթեղը բաղադրիչի մակերեսի միջով անցքի միջով ներթափանցելուց՝ կարճ միացում առաջացնելու համար, երբ PCB-ն անցնում է ալիքային զոդման միջով.հատկապես, երբ անցքը դնում ենք BGA բարձիկի վրա, նախ պետք է խրոցակի անցք անել, այնուհետև ոսկիապատել՝ BGA զոդումը հեշտացնելու համար:

(2) Խուսափեք հոսքի մնացորդներից անցքի անցքի մեջ.
(3) Էլեկտրոնիկայի գործարանի մակերևութային ամրացման և բաղադրիչների հավաքման ավարտից հետո PCB-ն պետք է վակուում լինի փորձարկման մեքենայի վրա՝ մինչև դրա ավարտը բացասական ճնշում ձևավորելու համար.
(4) Կանխել մակերեսային զոդման մածուկի հոսքը անցքի մեջ՝ առաջացնելով վիրտուալ զոդում, որն ազդում է մոնտաժի վրա.
(5) Կանխել թիթեղյա ուլունքների դուրս գալը ալիքային զոդման ժամանակ՝ առաջացնելով կարճ միացում:
Conductive Hole Plugging Technology-ի իրականացում
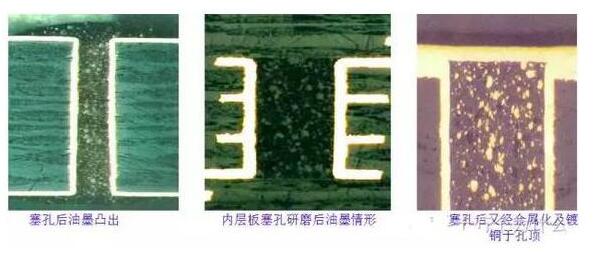
Մակերեւութային սալիկների համար, հատկապես BGA և IC մոնտաժման համար, միջանցքային անցքերը պետք է լինեն հարթ, ուռուցիկ և գոգավոր պլյուս կամ մինուս 1 միլ, և անցքի եզրին չպետք է լինի կարմիր թիթեղ;թիթեղյա ուլունքները թաքնված են անցքի մեջ, որպեսզի հասնեն հաճախորդի գոհունակությանը: Փոսերի խցանման գործընթացի պահանջները կարելի է բնութագրել որպես տարբեր, գործընթացի հոսքը հատկապես երկար է, և գործընթացի վերահսկումը դժվար է:Հաճախ կան խնդիրներ, ինչպիսիք են նավթի կորուստը տաք օդի հարթեցման և կանաչ յուղի զոդման դիմադրության փորձերի ժամանակ;նավթի պայթյունը բուժելուց հետո.Այժմ, ըստ փաստացի արտադրական պայմանների, ամփոփված են PCB-ի խրոցակի անցքի տարբեր գործընթացները, և որոշ համեմատություններ և բացատրություններ են արվում գործընթացում, առավելություններն ու թերությունները.
Ծանոթագրություն. Տաք օդի հարթեցման աշխատանքի սկզբունքն է տաք օդի օգտագործումը տպագիր տպատախտակի մակերևույթից և անցքերում ավելորդ զոդումը հեռացնելու համար, իսկ մնացած զոդումը հավասարապես ծածկված է բարձիկների, ոչ դիմադրողական զոդման գծերի և մակերեսի վրա: փաթեթավորման կետեր, որը տպագիր տպատախտակի մակերեսային մշակման մեթոդն է:մեկ.
1. Խցանման անցքի գործընթացը տաք օդի հարթեցումից հետո
Գործընթացի հոսքը հետևյալն է. տախտակի մակերեսի զոդման դիմակ → HAL → խրոցակի անցք → ամրացում:Արտադրության համար օգտագործվում է չխցանման գործընթացը:Տաք օդը հարթեցնելուց հետո ալյումինե էկրանը կամ թանաքի արգելափակման էկրանն օգտագործվում է հաճախորդի կողմից պահանջվող բոլոր ամրոցների անցքերով խցանումն ավարտելու համար:Խցանման թանաքը կարող է լինել լուսազգայուն կամ ջերմակայուն թանաք:Թաց թաղանթի նույն գույնը ապահովելու դեպքում խցանման թանաքը լավագույնն է օգտագործել նույն թանաքը, ինչ տախտակի մակերեսը:Այս գործընթացը կարող է ապահովել, որ անցքի անցքը յուղ չթափի տաք օդը հարթեցնելուց հետո, բայց հեշտ է խրոցակի անցքի թանաքը աղտոտել տախտակի մակերեսը և անհավասար լինել:Հաճախորդների համար հեշտ է վիրտուալ զոդում առաջացնել (հատկապես BGA-ում) մոնտաժման ժամանակ:Շատ հաճախորդներ չեն ընդունում այս մեթոդը:
2. Խցանման անցքի գործընթացը տաք օդի հարթեցումից առաջ
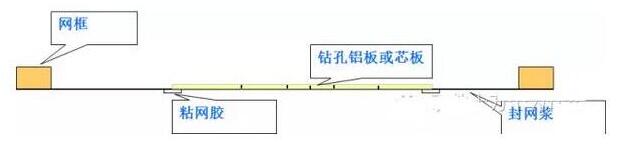
2.1 Օգտագործեք ալյումինե թերթ՝ անցքերը փակելու, բուժելու և մանրացնելու համար ափսեը՝ նախշը փոխանցելու համար
Այս գործընթացում CNC հորատման մեքենան օգտագործվում է փորելու ալյումինե թերթիկը, որը պետք է խցանել, պատրաստել էկրանի ափսե և փակել անցքերը՝ ապահովելու համար, որ անցքերի անցքերը լցված են, և խցանման թանաքն օգտագործվում է անցքը փակելու համար: ., խեժի կծկման փոփոխությունը փոքր է, և անցքի պատի հետ կապող ուժը լավ է:Գործընթացի հոսքը հետևյալն է. նախնական մշակում → խցանման անցք → հղկման ափսե → նախշի փոխանցում → փորագրում → տախտակի մակերեսի զոդման դիմակ
Այս մեթոդը կարող է ապահովել, որ անցքի խրոցակի անցքը հարթ է, և տաք օդի հարթեցումը չի ունենա որակի խնդիրներ, ինչպիսիք են նավթի պայթյունը և յուղի կորուստը անցքի եզրին, բայց այս գործընթացը պահանջում է պղնձի մեկանգամյա խտացում, որպեսզի անցքի պատի պղնձի հաստությունը կարող է համապատասխանել հաճախորդի ստանդարտին:Հետևաբար, ամբողջ ափսեի վրա պղնձապատման պահանջները շատ բարձր են, և կան նաև բարձր պահանջներ հղկման մեքենայի աշխատանքի համար, որպեսզի ապահովվի, որ պղնձի մակերեսի խեժը ամբողջությամբ հեռացվի, իսկ պղնձի մակերեսը մաքուր և զերծ լինի: աղտոտվածություն.PCB-ի շատ գործարաններ չունեն մեկանգամյա խտացման պղնձի պրոցես, և սարքավորումների աշխատանքը չի համապատասխանում պահանջներին, ինչի հետևանքով այս գործընթացը շատ չի օգտագործվում PCB գործարաններում:
2.2 Անցքերը ալյումինե թիթեղներով փակելուց հետո զոդման դիմակն ուղղակիորեն ցուցադրեք տախտակի մակերեսին
Այս գործընթացում CNC հորատման մեքենան օգտագործվում է ալյումինե թերթիկը փորելու համար, որը պետք է խցանել էկրանի ափսե պատրաստելու համար, որը տեղադրվում է էկրան տպագրող մեքենայի վրա՝ խցանման համար:Խցանման ավարտից հետո այն չպետք է կայանել ավելի քան 30 րոպե:Գործընթացի ընթացքը հետևյալն է. նախնական մշակում - խցանման անցք - մետաքսե էկրան - նախնական թխում - բացահայտում - զարգացում - ամրացում
Այս գործընթացը կարող է ապահովել, որ անցքի անցքը լավ ծածկված է յուղով, խցանման անցքը հարթ է, և թաց թաղանթի գույնը նույնն է:Բարձիկներ, ինչը հանգեցնում է վատ զոդման;տաք օդի հարթեցումից հետո անցքի ծայրը հանվում է փուչիկների և յուղի վրա:Դժվար է վերահսկել արտադրությունը՝ օգտագործելով այս գործընթացի մեթոդը, և գործընթացի ինժեները պետք է ընդունի հատուկ գործընթացներ և պարամետրեր՝ խցանման անցքի որակը ապահովելու համար:
Ինչու՞ պետք է PCB տպատախտակները արգելափակեն մուտքերը:
2.3 Այն բանից հետո, երբ ալյումինե թերթիկը խրում է անցքերը, զարգացնում, նախապես ամրացնում և մանրացնում է տախտակը, տախտակի մակերեսը զոդվում է:
Օգտագործեք CNC հորատող մեքենա՝ փորելու ալյումինե թերթիկը, որը պահանջում է խցանման անցքեր, պատրաստեք էկրանի ափսե և տեղադրեք այն հերթափոխով էկրան տպագրող մեքենայի վրա՝ խցանման անցքերի համար:Խցանների անցքերը պետք է լցված լինեն, և նախընտրելի է, որ երկու կողմերն էլ դուրս ցցվեն:Գործընթացի ընթացքը հետևյալն է. նախնական մշակում - խրոցակի անցք - նախնական թխում - մշակում - նախամշակում - տախտակի մակերեսի զոդման դիմակ
Քանի որ այս պրոցեսն ընդունում է խրոցակի ամրացումը՝ ապահովելու համար, որ անցքը HAL-ից հետո չի կորցնի յուղը կամ չի պայթի յուղը, բայց HAL-ից հետո դժվար է ամբողջությամբ լուծել թիթեղյա բշտիկի խնդիրը անցքի անցքի և թիթեղի անցքի վրա, այնքան հաճախորդներ չեն ընդունում այն:
2.4 Տախտակի մակերեսի վրա զոդման դիմակը և խրոցակի անցքը կատարվում են միաժամանակ:
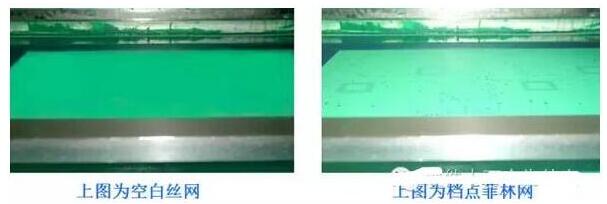
Այս մեթոդը օգտագործում է 36T (43T) էկրանի ցանց, որը տեղադրվում է էկրանի տպագրության մեքենայի վրա՝ օգտագործելով թիկունքային ափսե կամ եղունգների մահճակալ, և փակում է բոլոր անցքերը, երբ լրացնում է տախտակի մակերեսը:Գործընթացի ընթացքը հետևյալն է. նախնական մշակում--էկրան տպագրություն--նախապես թխում--բացահայտում--զարգացում--բուժում
Այս գործընթացն ունի կարճ ժամանակ և սարքավորումների օգտագործման բարձր արագություն, ինչը կարող է ապահովել, որ անցքերը չեն կորցնի յուղը, իսկ անցքերը տաք օդի հարթեցումից հետո չեն հարդարվի:, Օդը ընդլայնվում է և ճեղքում է զոդման դիմակը՝ առաջացնելով դատարկություններ և անհարթություններ։Տաք օդի հարթեցման ժամանակ անագի մեջ թաքնված կլինի փոքր քանակությամբ միջանցք:Ներկայումս մեր ընկերությունը բազում փորձերից հետո հիմնականում լուծել է անցքի անցքը և անհարթությունը՝ ընտրելով տարբեր տեսակի թանաքով և մածուցիկությամբ, կարգավորելով մետաքսյա տպագրության ճնշումը և այլն, և այս գործընթացը ընդունվել է զանգվածային արտադրության համար։ .


 English en
English en 






