Keramikas shēmas plates faktiski ir izgatavoti no elektroniskiem keramikas materiāliem, un tos var izgatavot dažādās formās.Starp tiem keramikas shēmas platei ir visizcilākie augstas temperatūras izturības un augstas elektriskās izolācijas īpašības.Tā priekšrocības ir zema dielektriskā konstante, zemi dielektriskie zudumi, augsta siltumvadītspēja, laba ķīmiskā stabilitāte un līdzīgi komponentu termiskās izplešanās koeficienti.Keramikas iespiedshēmu plates tiek ražotas, izmantojot lāzera ātrās aktivācijas metalizācijas tehnoloģiju LAM tehnoloģiju.Izmanto LED jomā, lieljaudas pusvadītāju moduļos, pusvadītāju dzesētājos, elektroniskajos sildītājos, jaudas kontroles shēmās, jaudas hibrīdshēmās, viedos barošanas komponentos, augstfrekvences komutācijas barošanas avotos, cietvielu relejos, automobiļu elektronikā, sakaros, kosmosa un militārās elektroniskās jomās. sastāvdaļas.
Atšķiras no tradicionālās FR-4 (stikla šķiedra) , keramikas materiāliem ir laba augstfrekvences veiktspēja un elektriskās īpašības, kā arī augsta siltumvadītspēja, ķīmiskā stabilitāte un termiskā stabilitāte.Ideāli iepakojuma materiāli liela mēroga integrālo shēmu un jaudas elektronisko moduļu ražošanai.
Galvenās priekšrocības:
1. Augstāka siltumvadītspēja
2. Vairāk atbilstošs termiskās izplešanās koeficients
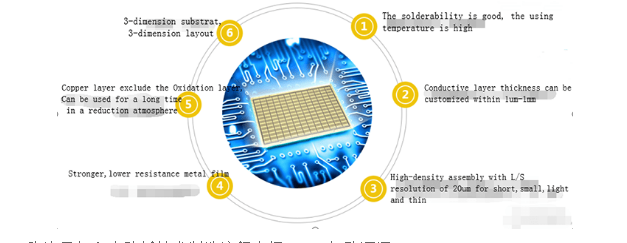
3. Cietāka, zemākas pretestības metāla plēves alumīnija oksīda keramikas shēmas plate
4. Pamatmateriāla lodējamība ir laba, un lietošanas temperatūra ir augsta.
5. Laba izolācija
6. Zemas frekvences zudums
7. Salieciet ar augstu blīvumu
8. Tas nesatur organiskas sastāvdaļas, ir izturīgs pret kosmiskajiem stariem, tam ir augsta uzticamība kosmosa un kosmosa jomā, un tam ir ilgs kalpošanas laiks
9. Vara slānis nesatur oksīda slāni un var tikt izmantots ilgu laiku reducējošā atmosfērā.
Tehniskās priekšrocības
Ievads keramikas iespiedshēmas plates ražošanas procesā – caurumu caurumošana
Attīstoties lieljaudas elektroniskajiem izstrādājumiem miniaturizācijas un ātrgaitas virzienā, tradicionālais FR-4, alumīnija substrāts un citi substrāta materiāli vairs nav piemēroti lieljaudas un lieljaudas attīstībai.
Attīstoties zinātnei un tehnoloģijām, PCB nozares vieda pielietošana.Tradicionālās LTCC un DBC tehnoloģijas pakāpeniski tiek aizstātas ar DPC un LAM tehnoloģijām.LAM tehnoloģijas pārstāvētā lāzera tehnoloģija vairāk atbilst augsta blīvuma starpsavienojumu un iespiedshēmu plates smalkuma attīstībai.Lāzera urbšana ir priekšgala un galvenā urbšanas tehnoloģija PCB nozarē.Tehnoloģija ir efektīva, ātra, precīza, un tai ir augsta pielietojuma vērtība.
RayMingceramic shēmas plate ir izgatavots ar lāzera ātrās aktivācijas metalizācijas tehnoloģiju.Saistības stiprība starp metāla slāni un keramiku ir augsta, elektriskās īpašības ir labas, un metināšanu var atkārtot.Metāla slāņa biezumu var noregulēt diapazonā no 1μm-1mm, kas var sasniegt L/S izšķirtspēju.20 μm, var tieši savienot, lai klientiem nodrošinātu pielāgotus risinājumus
Atmosfēras CO2 lāzera sānu ierosmi izstrādā Kanādas uzņēmums.Salīdzinot ar tradicionālajiem lāzeriem, izejas jauda ir simts līdz tūkstoš reižu lielāka, un to ir viegli izgatavot.
Elektromagnētiskajā spektrā radio frekvence ir frekvenču diapazonā no 105-109 Hz.Attīstoties militārajām un kosmosa tehnoloģijām, tiek izstarota sekundārā frekvence.Zemas un vidējas jaudas RF CO2 lāzeriem ir lieliska modulācijas veiktspēja, stabila jauda un augsta darbības uzticamība.Tādas īpašības kā ilgs mūžs.UV cietais YAG tiek plaši izmantots plastmasā un metālos mikroelektronikas nozarē.Lai gan CO2 lāzera urbšanas process ir sarežģītāks, mikroapertūras ražošanas efekts ir labāks nekā UV cietajam YAG, bet CO2 lāzeram ir augstas efektivitātes un ātrgaitas caurumošanas priekšrocības.PCB lāzera mikro caurumu apstrādes tirgus daļa var būt iekšzemes lāzera mikro caurumu ražošana joprojām attīstās Pašlaik nav daudz uzņēmumu, kas var laist ražošanā.
Vietējā lāzera mikroviju ražošana joprojām ir izstrādes stadijā.Īsa impulsa un augstas maksimālās jaudas lāzeri tiek izmantoti, lai urbtu caurumus PCB substrātos, lai panāktu augsta blīvuma enerģiju, materiāla noņemšanu un mikro caurumu veidošanos.Ablāciju iedala fototermiskajā ablācijā un fotoķīmiskajā ablācijā.Fototermiskā ablācija attiecas uz caurumu veidošanās procesa pabeigšanu, substrāta materiālam ātri absorbējot augstas enerģijas lāzera gaismu.Fotoķīmiskā ablācija attiecas uz augstas fotonu enerģijas kombināciju ultravioletajā reģionā, kas pārsniedz 2 eV elektronu voltus, un lāzera viļņa garumu, kas pārsniedz 400 nm.Ražošanas process var efektīvi iznīcināt organisko materiālu garās molekulārās ķēdes, veidojot mazākas daļiņas, un daļiņas var ātri veidot mikroporas ārējā spēka ietekmē.

Mūsdienās Ķīnas lāzera urbšanas tehnoloģijai ir zināma pieredze un tehnoloģiskais progress.Salīdzinot ar tradicionālo štancēšanas tehnoloģiju, lāzera urbšanas tehnoloģijai ir augsta precizitāte, liels ātrums, augsta efektivitāte, liela mēroga partiju caurumošana, piemērota lielākajai daļai mīksto un cieto materiālu, nezaudējot instrumentus un radot atkritumus.Priekšrocības mazākam materiālam, vides aizsardzībai un bez piesārņojuma.
Keramikas shēmas plate tiek veikta ar lāzera urbšanas procesu, saistīšanas spēks starp keramiku un metālu ir augsts, nenokrīt, neputo utt., Kopas augšanas efekts, augsts virsmas līdzenums, raupjuma attiecība 0,1 mikronu pret 0,3 mikroni, lāzera trieciena cauruma diametrs No 0,15 mm līdz 0,5 mm vai pat 0,06 mm.
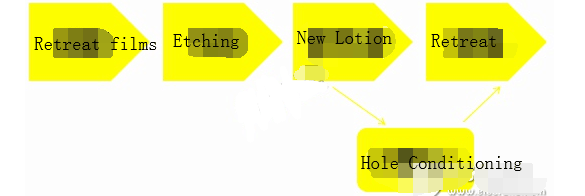
Keramikas shēmas plates izgatavošana-kodināšana
Vara folija, kas paliek uz shēmas plates ārējā slāņa, tas ir, ķēdes raksts, ir iepriekš pārklāta ar svina-alvas pretestības slāni, un pēc tam vara neaizsargātā nevadītāja daļa tiek ķīmiski iegravēta, veidojot ķēde.
Saskaņā ar dažādām procesa metodēm kodināšanu iedala iekšējā slāņa kodināšanā un ārējā slāņa kodināšanā.Iekšējā slāņa kodināšana ir kodināšana ar skābi, kā rezists tiek izmantota mitrā plēve vai sausa plēve m;ārējā slāņa kodināšana ir sārma kodināšana, un alvas-svins tiek izmantots kā rezists.Aģents.
Kodināšanas reakcijas pamatprincips
1. Skābā vara hlorīda sārmināšana

1, Skābā vara hlorīda sārmināšana
Iedarbība: Sausās plēves daļu, kas nav apstarota ar ultravioletajiem stariem, izšķīdina vājš sārmains nātrija karbonāts, un apstarotā daļa paliek.
Kodināšana: Atbilstoši noteiktai šķīduma daļai vara virsma, kas pakļauta, izšķīdinot sauso plēvi vai mitro plēvi, tiek izšķīdināta un iegravēta ar skābes vara hlorīda kodināšanas šķīdumu.
Izbalējoša plēve: Ražošanas līnijas aizsargplēve izšķīst noteiktā noteiktā temperatūras un ātruma proporcijā.
Skābajam vara hlorīda katalizatoram ir viegli kontrolēt kodināšanas ātrumu, augstu vara kodināšanas efektivitāti, labu kvalitāti un vieglu kodināšanas šķīduma atgūšanu.
2. Sārma kodināšana
Sārma kodināšana
Izbalējoša plēve: Izmantojiet bezē šķidrumu, lai noņemtu plēvi no plēves virsmas, atsedzot neapstrādāto vara virsmu.
Kodināšana: Nevajadzīgais apakšējais slānis tiek iegravēts ar kodinātāju, lai noņemtu varu, atstājot biezas līnijas.Tostarp tiks izmantots palīgaprīkojums.Paātrinātāju izmanto, lai veicinātu oksidācijas reakciju un novērstu vara jonu nogulsnēšanos;kukaiņu atbaidīšanas līdzekli izmanto sānu erozijas mazināšanai;inhibitoru izmanto, lai kavētu amonjaka izkliedi, vara izgulsnēšanos un paātrinātu vara oksidēšanos.
Jauna emulsija: Izmantojiet monohidrāta amonjaka ūdeni bez vara joniem, lai noņemtu atlikumu uz plāksnes ar amonija hlorīda šķīdumu.
Pilns caurums: Šī procedūra ir piemērota tikai iegremdēšanas zelta procesam.Galvenokārt noņemiet pārmērīgos pallādija jonus nepārklātajos caurumos, lai novērstu zelta jonu nogrimšanu zelta nogulsnēšanas procesā.
Alvas pīlings: Alvas-svina slāni noņem, izmantojot slāpekļskābes šķīdumu.
Četri kodināšanas efekti
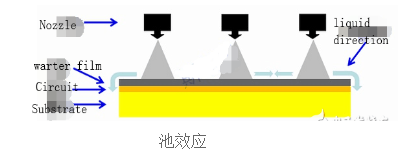
1. Baseina efekts
Kodināšanas ražošanas procesā šķidrums gravitācijas ietekmē veidos ūdens plēvi uz plātnes, tādējādi neļaujot jaunajam šķidrumam saskarties ar vara virsmu.
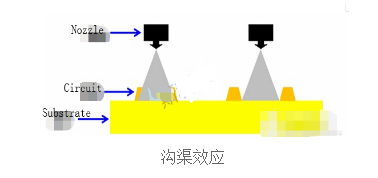
2. Groove efekts
Ķīmiskā šķīduma adhēzija izraisa ķīmiskā šķīduma pielipšanu spraugai starp cauruļvadu un cauruļvadu, kā rezultātā blīvajā zonā un atklātajā zonā būs atšķirīgs kodināšanas daudzums.
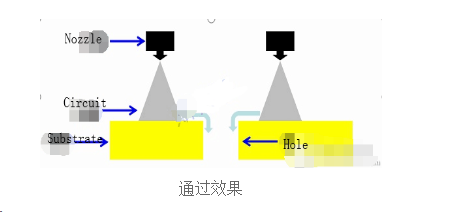
3. Pass efekts
Šķidrās zāles plūst uz leju caur caurumu, kas palielina šķidro zāļu atjaunošanas ātrumu ap plāksnes caurumu kodināšanas procesa laikā, un kodināšanas daudzums palielinās.
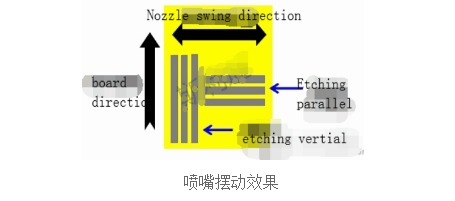
4. Sprauslas šūpošanās efekts
Līnija ir paralēla sprauslas šūpošanās virzienam, jo jaunās šķidrās zāles var viegli izkliedēt šķidrās zāles starp līnijām, šķidrās zāles tiek ātri atjauninātas un kodināšanas daudzums ir liels;
Līnija, kas ir perpendikulāra sprauslas šūpošanās virzienam, jo jaunajam ķīmiskajam šķidrumam nav viegli izkliedēt šķidrās zāles starp līnijām, šķidrās zāles tiek atsvaidzinātas ar lēnāku ātrumu un kodināšanas daudzums ir mazs.
Biežākās problēmas kodināšanas ražošanā un uzlabošanas metodēs
1. Filma ir bezgalīga
Jo sīrupa koncentrācija ir ļoti zema;lineārais ātrums ir pārāk liels;sprauslas aizsērēšanas un citu problēmu dēļ plēve būs bezgalīga.Tāpēc ir jāpārbauda sīrupa koncentrācija un jāpielāgo sīrupa koncentrācija atbilstošā diapazonā;savlaicīgi pielāgot ātrumu un parametrus;pēc tam notīriet sprauslu.
2. Plātnes virsma ir oksidēta
Tā kā sīrupa koncentrācija ir pārāk augsta un temperatūra ir pārāk augsta, tas izraisīs dēļa virsmas oksidēšanos.Tāpēc ir nepieciešams savlaicīgi pielāgot sīrupa koncentrāciju un temperatūru.
3. Thetecopper nav pabeigts
Jo kodināšanas ātrums ir pārāk ātrs;sīrupa sastāvs ir neobjektīvs;vara virsma ir piesārņota;sprausla ir bloķēta;temperatūra ir zema un varš nav pabeigts.Tāpēc ir nepieciešams pielāgot kodināšanas pārraides ātrumu;atkārtoti pārbaudiet sīrupa sastāvu;uzmanieties no vara piesārņojuma;notīriet sprauslu, lai novērstu aizsērēšanu;regulēt temperatūru.
4. Kodinātais varš ir pārāk augsts
Tā kā iekārta darbojas pārāk lēni, temperatūra ir pārāk augsta utt., tas var izraisīt pārmērīgu vara koroziju.Tāpēc ir jāveic tādi pasākumi kā mašīnas ātruma regulēšana un temperatūras regulēšana.


 English lv
English lv 






