വഴി ദ്വാരം വഴി ദ്വാരം എന്നും അറിയപ്പെടുന്നു.ഉപഭോക്തൃ ആവശ്യങ്ങൾ നിറവേറ്റുന്നതിനായി, ദി
സർക്യൂട്ട് ബോർഡ് ദ്വാരം വഴി പ്ലഗ് ചെയ്യണം.വളരെയധികം പരിശീലനത്തിന് ശേഷം, പരമ്പരാഗത അലുമിനിയം പ്ലഗ് ഹോൾ പ്രക്രിയ മാറ്റി, കൂടാതെ സർക്യൂട്ട് ബോർഡ് ഉപരിതല സോൾഡർ മാസ്കും പ്ലഗും വൈറ്റ് മെഷ് ഉപയോഗിച്ച് പൂർത്തിയാക്കി.ദ്വാരം.സ്ഥിരതയുള്ള ഉൽപ്പാദനവും വിശ്വസനീയമായ ഗുണനിലവാരവും.
ദ്വാരങ്ങൾ വഴി പരസ്പരം ബന്ധിപ്പിക്കുന്നതിനും ലൈനുകൾ നടത്തുന്നതിനുമുള്ള പങ്ക് വഹിക്കുന്നു.ഇലക്ട്രോണിക്സ് വ്യവസായത്തിന്റെ വികസനം പിസിബികളുടെ വികസനം പ്രോത്സാഹിപ്പിക്കുന്നു, കൂടാതെ പ്രിന്റഡ് ബോർഡ് നിർമ്മാണ സാങ്കേതികവിദ്യയ്ക്കും ഉപരിതല മൌണ്ട് സാങ്കേതികവിദ്യയ്ക്കും ഉയർന്ന ആവശ്യകതകൾ മുന്നോട്ട് വയ്ക്കുന്നു.ഹോൾ പ്ലഗ്ഗിംഗ് സാങ്കേതികവിദ്യ നിലവിൽ വന്നു, ഇനിപ്പറയുന്ന ആവശ്യകതകൾ ഒരേ സമയം പാലിക്കണം:
(1) വഴി ദ്വാരത്തിൽ ചെമ്പ് മാത്രമേ ഉള്ളൂ, സോൾഡർ മാസ്ക് പ്ലഗ് ചെയ്യാനും വയ്ക്കാതിരിക്കാനും കഴിയും;
(2) ഒരു നിശ്ചിത കനം (4 മൈക്രോൺ) ഉള്ള ദ്വാരത്തിൽ ടിന്നും ലെഡും ഉണ്ടായിരിക്കണം, കൂടാതെ സോൾഡർ റെസിസ്റ്റ് മഷി ദ്വാരത്തിൽ പ്രവേശിക്കരുത്, ഇത് ദ്വാരത്തിൽ ടിൻ മുത്തുകൾ മറയ്ക്കുന്നതിന് കാരണമാകുന്നു;
(3) ദ്വാരങ്ങൾക്ക് സോൾഡർ റെസിസ്റ്റ് മഷി പ്ലഗ് ഹോളുകളും അതാര്യവും ഉണ്ടായിരിക്കണം, കൂടാതെ ടിൻ സർക്കിളുകളും ടിൻ ബീഡുകളും ലെവലിംഗ് ആവശ്യകതകളും ഉണ്ടാകരുത്.
എന്തുകൊണ്ടാണ് പിസിബി സർക്യൂട്ട് ബോർഡുകൾ വഴികൾ തടയേണ്ടത്?
ഇലക്ട്രോണിക് ഉൽപന്നങ്ങൾ "വെളിച്ചവും നേർത്തതും ചെറുതും ചെറുതുമായ" ദിശയിൽ വികസിപ്പിച്ചതോടെ, പിസിബികളും ഉയർന്ന സാന്ദ്രതയിലേക്കും ഉയർന്ന ബുദ്ധിമുട്ടിലേക്കും വികസിക്കുന്നു.അതിനാൽ, ധാരാളം SMT, BGA PCB-കൾ പ്രത്യക്ഷപ്പെട്ടു, പ്രധാനമായും അഞ്ച് ഫംഗ്ഷനുകൾ ഉൾപ്പെടെ, ഘടകങ്ങൾ മൌണ്ട് ചെയ്യുമ്പോൾ ഉപഭോക്താക്കൾക്ക് പ്ലഗ് ഹോളുകൾ ആവശ്യമാണ്:
(1) പിസിബി വേവ് സോൾഡറിംഗിലൂടെ കടന്നുപോകുമ്പോൾ ഒരു ഷോർട്ട് സർക്യൂട്ട് ഉണ്ടാക്കാൻ ടിൻ ദ്വാരത്തിലൂടെ ഘടക പ്രതലത്തിലൂടെ തുളച്ചുകയറുന്നത് തടയുക;പ്രത്യേകിച്ചും നമ്മൾ ബിജിഎ പാഡിൽ ദ്വാരം സ്ഥാപിക്കുമ്പോൾ, ഞങ്ങൾ ആദ്യം ഒരു പ്ലഗ് ഹോൾ ഉണ്ടാക്കണം, തുടർന്ന് ബിജിഎ സോൾഡറിംഗ് സുഗമമാക്കുന്നതിന് സ്വർണ്ണം പൂശിയിരിക്കണം.

(2) ദ്വാരത്തിലൂടെയുള്ള ഫ്ലക്സ് അവശിഷ്ടങ്ങൾ ഒഴിവാക്കുക;
(3) ഇലക്ട്രോണിക്സ് ഫാക്ടറിയുടെ ഉപരിതല മൌണ്ടും ഘടകഭാഗങ്ങളുടെ അസംബ്ലിയും പൂർത്തിയായ ശേഷം, അത് പൂർത്തിയാകുന്നതിന് മുമ്പ് ഒരു നെഗറ്റീവ് മർദ്ദം രൂപപ്പെടുത്തുന്നതിന് ടെസ്റ്റിംഗ് മെഷീനിൽ PCB വാക്വം ചെയ്യണം:
(4) വെർച്വൽ വെൽഡിങ്ങിന് കാരണമാകാൻ ഉപരിതല സോൾഡർ പേസ്റ്റ് ദ്വാരത്തിലേക്ക് ഒഴുകുന്നത് തടയുക, ഇത് മൗണ്ടിംഗിനെ ബാധിക്കുന്നു;
(5) വേവ് സോൾഡറിംഗ് സമയത്ത് ടിൻ മുത്തുകൾ പുറത്തുവരുന്നത് തടയുക, ഇത് ഷോർട്ട് സർക്യൂട്ടിന് കാരണമാകുന്നു.
കണ്ടക്റ്റീവ് ഹോൾ പ്ലഗ്ഗിംഗ് സാങ്കേതികവിദ്യയുടെ സാക്ഷാത്കാരം
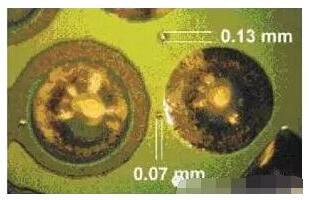
ഉപരിതല മൌണ്ട് ബോർഡുകൾക്ക്, പ്രത്യേകിച്ച് BGA, IC മൗണ്ടിംഗിന്, ദ്വാരങ്ങൾ പരന്നതായിരിക്കണം, ഒരു കോൺവെക്സും കോൺകേവ് പ്ലസ് അല്ലെങ്കിൽ മൈനസ് 1 മില്ലിലും ആയിരിക്കണം, കൂടാതെ ദ്വാരത്തിന്റെ അരികിൽ ചുവന്ന ടിൻ ഉണ്ടാകരുത്;ഉപഭോക്തൃ സംതൃപ്തി നേടുന്നതിനായി ടിൻ മുത്തുകൾ വഴി ദ്വാരത്തിൽ മറച്ചിരിക്കുന്നു, വഴി ഹോൾ പ്ലഗ്ഗിംഗ് പ്രക്രിയയുടെ ആവശ്യകതകൾ വ്യത്യസ്തമായി വിവരിക്കാം, പ്രക്രിയയുടെ ഒഴുക്ക് പ്രത്യേകിച്ച് ദൈർഘ്യമേറിയതാണ്, കൂടാതെ പ്രോസസ്സ് നിയന്ത്രണം ബുദ്ധിമുട്ടാണ്.ഹോട്ട് എയർ ലെവലിംഗ്, ഗ്രീൻ ഓയിൽ സോൾഡർ റെസിസ്റ്റൻസ് പരീക്ഷണങ്ങൾ എന്നിവയിൽ എണ്ണ നഷ്ടപ്പെടുന്നത് പോലുള്ള പ്രശ്നങ്ങൾ പലപ്പോഴും ഉണ്ടാകാറുണ്ട്;ക്യൂറിംഗ് ശേഷം എണ്ണ സ്ഫോടനം.ഇപ്പോൾ യഥാർത്ഥ ഉൽപ്പാദന വ്യവസ്ഥകൾ അനുസരിച്ച്, പിസിബിയുടെ വിവിധ പ്ലഗ് ഹോൾ പ്രക്രിയകൾ സംഗ്രഹിച്ചിരിക്കുന്നു, കൂടാതെ ചില താരതമ്യങ്ങളും വിശദീകരണങ്ങളും ഈ പ്രക്രിയയിലും ഗുണങ്ങളും ദോഷങ്ങളുമുണ്ട്:
ശ്രദ്ധിക്കുക: പ്രിന്റഡ് സർക്യൂട്ട് ബോർഡിന്റെ ഉപരിതലത്തിലും ദ്വാരങ്ങളിലുമുള്ള അധിക സോൾഡർ നീക്കം ചെയ്യാൻ ചൂട് വായു ഉപയോഗിക്കുക എന്നതാണ് ഹോട്ട് എയർ ലെവലിംഗിന്റെ പ്രവർത്തന തത്വം, ശേഷിക്കുന്ന സോൾഡർ പാഡുകൾ, നോൺ-റെസിസ്റ്റൻസ് സോൾഡർ ലൈനുകൾ, ഉപരിതലം എന്നിവയിൽ തുല്യമായി മൂടിയിരിക്കുന്നു. പ്രിന്റഡ് സർക്യൂട്ട് ബോർഡിന്റെ ഉപരിതല ചികിത്സാ രീതിയാണ് പാക്കേജിംഗ് പോയിന്റുകൾ.ഒന്ന്.
1. ഹോട്ട് എയർ ലെവലിംഗിന് ശേഷം പ്ലഗ് ഹോൾ പ്രോസസ്സ്
പ്രക്രിയയുടെ ഒഴുക്ക് ഇതാണ്: ബോർഡ് ഉപരിതല സോൾഡർ മാസ്ക് → HAL → പ്ലഗ് ഹോൾ → ക്യൂറിംഗ്.നോൺ-പ്ലഗ്ഗിംഗ് പ്രക്രിയയാണ് ഉത്പാദനത്തിനായി ഉപയോഗിക്കുന്നത്.ചൂടുള്ള വായു നിരപ്പാക്കിയ ശേഷം, ഉപഭോക്താവിന് ആവശ്യമായ എല്ലാ കോട്ടകളുടെയും ഹോൾ പ്ലഗ്ഗിംഗ് പൂർത്തിയാക്കാൻ അലുമിനിയം സ്ക്രീനോ മഷി തടയുന്ന സ്ക്രീനോ ഉപയോഗിക്കുന്നു.പ്ലഗ്ഗിംഗ് മഷി ഫോട്ടോസെൻസിറ്റീവ് മഷിയോ തെർമോസെറ്റിംഗ് മഷിയോ ആകാം.ആർദ്ര ഫിലിമിന്റെ അതേ നിറം ഉറപ്പാക്കുന്ന സാഹചര്യത്തിൽ, ബോർഡ് പ്രതലത്തിന്റെ അതേ മഷി ഉപയോഗിക്കുന്നതാണ് പ്ലഗ്ഗിംഗ് മഷി.ചൂടുള്ള വായു നിലയുറപ്പിച്ചതിന് ശേഷം വഴി ദ്വാരം എണ്ണ വീഴുന്നില്ലെന്ന് ഈ പ്രക്രിയയ്ക്ക് ഉറപ്പാക്കാൻ കഴിയും, എന്നാൽ പ്ലഗ് ഹോൾ മഷി ബോർഡ് പ്രതലത്തെ മലിനമാക്കാനും അസമമായിരിക്കാനും കാരണമാകുന്നത് എളുപ്പമാണ്.മൗണ്ടുചെയ്യുമ്പോൾ ഉപഭോക്താക്കൾക്ക് വെർച്വൽ സോളിഡിംഗ് (പ്രത്യേകിച്ച് ബിജിഎയിൽ) ഉണ്ടാക്കുന്നത് എളുപ്പമാണ്.അതിനാൽ പല ഉപഭോക്താക്കളും ഈ രീതി അംഗീകരിക്കുന്നില്ല.
2. ഹോട്ട് എയർ ലെവലിംഗിന് മുമ്പ് പ്ലഗ് ഹോൾ പ്രോസസ്സ്
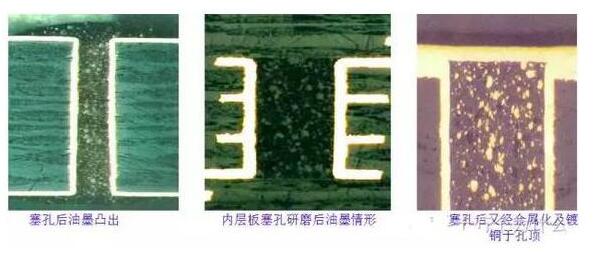
2.1 പാറ്റേൺ കൈമാറ്റത്തിനായി ദ്വാരങ്ങൾ പ്ലഗ് ചെയ്യാനും ഭേദമാക്കാനും പ്ലേറ്റ് പൊടിക്കാനും അലുമിനിയം ഷീറ്റ് ഉപയോഗിക്കുക
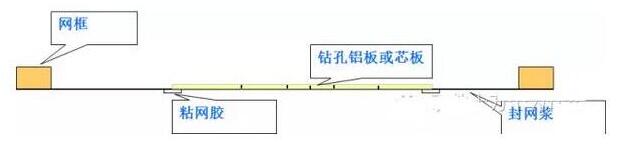
ഈ പ്രക്രിയയിൽ, പ്ലഗ് ചെയ്യേണ്ട അലുമിനിയം ഷീറ്റ് തുരത്താനും സ്ക്രീൻ പ്ലേറ്റ് ഉണ്ടാക്കാനും ദ്വാരങ്ങൾ പ്ലഗ് ചെയ്യാനും ഒരു CNC ഡ്രില്ലിംഗ് മെഷീൻ ഉപയോഗിക്കുന്നു, കൂടാതെ ദ്വാരങ്ങൾ നിറഞ്ഞിരിക്കുന്നുവെന്ന് ഉറപ്പാക്കാൻ പ്ലഗ്ഗിംഗ് മഷി ഉപയോഗിക്കുന്നു. ., റെസിൻ ചുരുങ്ങൽ മാറ്റം ചെറുതാണ്, ദ്വാരം ഭിത്തിയുമായി ബന്ധിപ്പിക്കുന്ന ശക്തി നല്ലതാണ്.പ്രക്രിയയുടെ ഒഴുക്ക് ഇതാണ്: പ്രീട്രീറ്റ്മെന്റ് → പ്ലഗ് ഹോൾ → ഗ്രൈൻഡിംഗ് പ്ലേറ്റ് → പാറ്റേൺ ട്രാൻസ്ഫർ → എച്ചിംഗ് → ബോർഡ് ഉപരിതല സോൾഡർ മാസ്ക്
ഈ രീതി വഴി ഹോൾ പ്ലഗ് ഹോൾ പരന്നതാണെന്ന് ഉറപ്പാക്കാൻ കഴിയും, കൂടാതെ ഹോട്ട് എയർ ലെവലിംഗിന് ഓയിൽ സ്ഫോടനം, ദ്വാരത്തിന്റെ അരികിൽ എണ്ണ നഷ്ടപ്പെടൽ തുടങ്ങിയ ഗുണപരമായ പ്രശ്നങ്ങൾ ഉണ്ടാകില്ല, എന്നാൽ ഈ പ്രക്രിയയ്ക്ക് ചെമ്പ് ഒറ്റത്തവണ കട്ടിയാക്കേണ്ടതുണ്ട്, അതിനാൽ ദ്വാരത്തിന്റെ മതിലിന്റെ ചെമ്പ് കനം ഉപഭോക്താവിന്റെ നിലവാരം പുലർത്തും.അതിനാൽ, മുഴുവൻ പ്ലേറ്റിലും ചെമ്പ് പ്ലേറ്റിംഗിനുള്ള ആവശ്യകതകൾ വളരെ ഉയർന്നതാണ്, കൂടാതെ ചെമ്പ് പ്രതലത്തിലെ റെസിൻ പൂർണ്ണമായും നീക്കം ചെയ്യപ്പെടുന്നുവെന്നും ചെമ്പ് പ്രതലം ശുദ്ധവും സ്വതന്ത്രവുമാണെന്ന് ഉറപ്പാക്കാൻ ഗ്രൈൻഡിംഗ് മെഷീന്റെ പ്രവർത്തനത്തിന് ഉയർന്ന ആവശ്യകതകളും ഉണ്ട്. അശുദ്ധമാക്കല്.പല പിസിബി ഫാക്ടറികളിലും ഒറ്റത്തവണ കട്ടിയുള്ള ചെമ്പ് പ്രക്രിയയില്ല, കൂടാതെ ഉപകരണങ്ങളുടെ പ്രകടനം ആവശ്യകതകൾ നിറവേറ്റുന്നില്ല, ഇതിന്റെ ഫലമായി പിസിബി ഫാക്ടറികളിൽ ഈ പ്രക്രിയ കൂടുതലായി ഉപയോഗിക്കുന്നില്ല.
2.2 അലുമിനിയം ഷീറ്റുകൾ ഉപയോഗിച്ച് ദ്വാരങ്ങൾ പ്ലഗ് ചെയ്ത ശേഷം, ബോർഡ് പ്രതലത്തിൽ സോൾഡർ മാസ്ക് നേരിട്ട് സ്ക്രീൻ ചെയ്യുക
ഈ പ്രക്രിയയിൽ, ഒരു സ്ക്രീൻ പ്ലേറ്റ് നിർമ്മിക്കാൻ പ്ലഗ് ചെയ്യേണ്ട അലുമിനിയം ഷീറ്റ് തുരത്താൻ ഒരു CNC ഡ്രില്ലിംഗ് മെഷീൻ ഉപയോഗിക്കുന്നു, അത് പ്ലഗ്ഗിംഗിനായി സ്ക്രീൻ പ്രിന്റിംഗ് മെഷീനിൽ ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്.പ്ലഗ്ഗിംഗ് പൂർത്തിയാക്കിയ ശേഷം, അത് 30 മിനിറ്റിൽ കൂടുതൽ പാർക്ക് ചെയ്യാൻ പാടില്ല.പ്രക്രിയയുടെ ഒഴുക്ക് ഇതാണ്: പ്രീ-ട്രീറ്റ്മെന്റ് - പ്ലഗ് ഹോൾ - സിൽക്ക് സ്ക്രീൻ - പ്രീ-ബേക്കിംഗ് - എക്സ്പോഷർ - ഡെവലപ്പിംഗ് - ക്യൂറിംഗ്
ഈ പ്രക്രിയ വഴി ഹോൾ നന്നായി എണ്ണയിൽ പൊതിഞ്ഞിട്ടുണ്ടെന്നും പ്ലഗ് ഹോൾ പരന്നതാണെന്നും നനഞ്ഞ ഫിലിമിന്റെ നിറം ഒന്നുതന്നെയാണെന്നും ഉറപ്പാക്കാൻ കഴിയും.പാഡുകൾ, മോശം സോൾഡറബിളിറ്റിക്ക് കാരണമാകുന്നു;ചൂടുള്ള വായു നിരപ്പാക്കിയ ശേഷം, ദ്വാരത്തിന്റെ അറ്റം കുമിളകളും എണ്ണയും നീക്കംചെയ്യുന്നു.ഈ പ്രക്രിയ രീതി ഉപയോഗിച്ച് ഉൽപ്പാദനം നിയന്ത്രിക്കുന്നത് ബുദ്ധിമുട്ടാണ്, കൂടാതെ പ്ലഗ് ഹോളിന്റെ ഗുണനിലവാരം ഉറപ്പാക്കാൻ പ്രോസസ് എഞ്ചിനീയർ പ്രത്യേക പ്രക്രിയകളും പാരാമീറ്ററുകളും സ്വീകരിക്കണം.
എന്തുകൊണ്ടാണ് പിസിബി സർക്യൂട്ട് ബോർഡുകൾ വഴികൾ തടയേണ്ടത്?
2.3 അലുമിനിയം ഷീറ്റ് ദ്വാരങ്ങൾ പ്ലഗ് ചെയ്ത്, വികസിപ്പിച്ച്, ബോർഡ് പ്രീ-ക്യൂർ ചെയ്ത്, പൊടിച്ചതിന് ശേഷം, ബോർഡ് ഉപരിതലം സോൾഡർ ചെയ്യുന്നു.
പ്ലഗ് ഹോളുകൾ ആവശ്യമുള്ള അലുമിനിയം ഷീറ്റ് തുരത്താനും സ്ക്രീൻ പ്ലേറ്റ് ഉണ്ടാക്കാനും പ്ലഗ് ഹോളുകൾക്കായി ഷിഫ്റ്റ് സ്ക്രീൻ പ്രിന്റിംഗ് മെഷീനിൽ ഇൻസ്റ്റാൾ ചെയ്യാനും ഒരു CNC ഡ്രില്ലിംഗ് മെഷീൻ ഉപയോഗിക്കുക.പ്ലഗ് ഹോളുകൾ നിറഞ്ഞിരിക്കണം, ഇരുവശവും നീണ്ടുനിൽക്കുന്നതാണ് നല്ലത്.പ്രക്രിയയുടെ ഒഴുക്ക് ഇതാണ്: പ്രീ-ട്രീറ്റ്മെന്റ് - പ്ലഗ് ഹോൾ - പ്രീ-ബേക്കിംഗ് - ഡെവലപ്മെന്റ് - പ്രീ-ക്യൂറിംഗ് - ബോർഡ് ഉപരിതല സോൾഡർ മാസ്ക്
എച്ച്എഎല്ലിന് ശേഷം ഓയിൽ നഷ്ടപ്പെടുകയോ എണ്ണ പൊട്ടിത്തെറിക്കുകയോ ചെയ്യില്ലെന്ന് ഉറപ്പാക്കാൻ ഈ പ്രക്രിയ പ്ലഗ്-ഹോൾ ക്യൂറിംഗ് സ്വീകരിക്കുന്നതിനാൽ, എച്ച്എഎല്ലിന് ശേഷം, ദ്വാരത്തിലെ ടിൻ ബീഡിന്റെ പ്രശ്നം പൂർണ്ണമായും പരിഹരിക്കാൻ പ്രയാസമാണ്, പല ഉപഭോക്താക്കളും ഇത് അംഗീകരിക്കുന്നില്ല.
2.4 ബോർഡ് പ്രതലത്തിലെ സോൾഡർ മാസ്കും പ്ലഗ് ഹോളും ഒരേ സമയം പൂർത്തിയാക്കുന്നു.
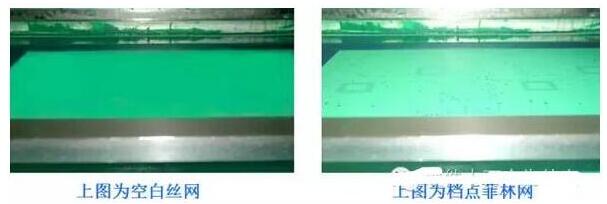
ഈ രീതി 36T (43T) സ്ക്രീൻ മെഷ് ഉപയോഗിക്കുന്നു, ഇത് സ്ക്രീൻ പ്രിന്റിംഗ് മെഷീനിൽ ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്, ഒരു ബാക്കിംഗ് പ്ലേറ്റോ നെയിൽ ബെഡ് ഉപയോഗിച്ചോ ബോർഡ് ഉപരിതലം പൂർത്തിയാക്കുമ്പോൾ എല്ലാ ദ്വാരങ്ങളും പ്ലഗ് ചെയ്യുന്നു.പ്രക്രിയയുടെ ഒഴുക്ക് ഇതാണ്: പ്രീ-ട്രീറ്റ്മെന്റ്--സ്ക്രീൻ പ്രിന്റിംഗ്- -പ്രീ-ബേക്ക്--എക്സ്പോഷർ--ഡെവലപ്പ്മെന്റ്--ക്യൂർ
ഈ പ്രക്രിയയ്ക്ക് കുറഞ്ഞ സമയവും ഉപകരണങ്ങളുടെ ഉയർന്ന ഉപയോഗ നിരക്കും ഉണ്ട്, ഇത് ചൂടുള്ള വായു നിരപ്പാക്കിയ ശേഷം വഴി ദ്വാരങ്ങൾക്ക് എണ്ണ നഷ്ടപ്പെടില്ലെന്നും ദ്വാരങ്ങൾ ടിൻ ചെയ്യില്ലെന്നും ഉറപ്പാക്കാൻ കഴിയും., വായു വികസിക്കുകയും സോൾഡർ മാസ്കിലൂടെ തകർക്കുകയും ചെയ്യുന്നു, ഇത് ശൂന്യതയ്ക്കും അസമത്വത്തിനും കാരണമാകുന്നു.ചൂടുള്ള വായു നിരപ്പാക്കുമ്പോൾ ടിന്നിൽ മറഞ്ഞിരിക്കുന്ന ദ്വാരങ്ങൾ ചെറിയ അളവിൽ ഉണ്ടാകും.നിലവിൽ, ഞങ്ങളുടെ കമ്പനി അടിസ്ഥാനപരമായി നിരവധി പരീക്ഷണങ്ങൾക്ക് ശേഷം ദ്വാരത്തിന്റെ ദ്വാരവും അസമത്വവും പരിഹരിച്ചു, വ്യത്യസ്ത തരം മഷിയും വിസ്കോസിറ്റിയും തിരഞ്ഞെടുത്ത്, സിൽക്ക് സ്ക്രീൻ പ്രിന്റിംഗിന്റെ മർദ്ദം ക്രമീകരിച്ച് മുതലായവ, ഈ പ്രക്രിയ വൻതോതിൽ ഉൽപ്പാദിപ്പിക്കുന്നതിന് സ്വീകരിച്ചു. .


 English en
English en 






