Керамические платы на самом деле сделаны из электронных керамических материалов и могут быть сделаны в различных формах.Среди них керамическая печатная плата обладает наиболее выдающимися характеристиками высокой термостойкости и высокой электрической изоляции.Он имеет преимущества низкой диэлектрической проницаемости, низких диэлектрических потерь, высокой теплопроводности, хорошей химической стабильности и аналогичных коэффициентов теплового расширения компонентов.Керамические печатные платы производятся с использованием технологии лазерной быстрой активационной металлизации LAM-технологии.Используется в светодиодной области, мощных полупроводниковых модулях, полупроводниковых охладителях, электронных нагревателях, схемах управления питанием, силовых гибридных схемах, интеллектуальных силовых компонентах, высокочастотных импульсных источниках питания, твердотельных реле, автомобильной электронике, связи, аэрокосмической и военной электронике. компоненты.
Отличается от традиционных ФР-4 (стекловолокно) , керамические материалы обладают хорошими высокочастотными характеристиками и электрическими свойствами, а также высокой теплопроводностью, химической и термической стабильностью.Идеальные упаковочные материалы для производства крупных интегральных схем и силовых электронных модулей.
Основные преимущества:
1. Более высокая теплопроводность
2. Более подходящий коэффициент теплового расширения
3. Более твердая керамическая печатная плата из металлической пленки с более низким сопротивлением.
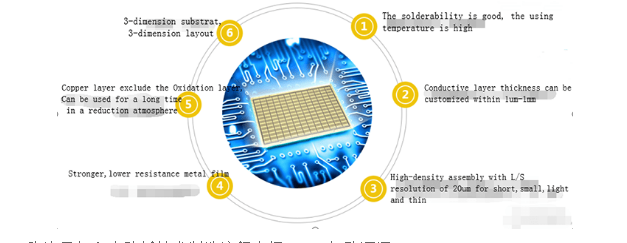
4. Паяемость основного материала хорошая, а рабочая температура высокая.
5. Хорошая изоляция
6. Потеря низких частот
7. Соберите с высокой плотностью
8. Не содержит органических компонентов, устойчив к космическим лучам, обладает высокой надежностью в аэрокосмической и аэрокосмической промышленности, имеет длительный срок службы.
9. Медный слой не содержит оксидного слоя и может длительное время использоваться в восстановительной атмосфере.
Технические преимущества
Введение в процесс изготовления керамической печатной платы с технологией пробивки отверстий
С развитием мощных электронных продуктов в направлении миниатюризации и высокой скорости традиционные FR-4, алюминиевая подложка и другие материалы подложки больше не подходят для разработки мощных и мощных.
С развитием науки и техники интеллектуальное применение промышленности печатных плат.Традиционные технологии LTCC и DBC постепенно заменяются технологиями DPC и LAM.Лазерная технология, представленная технологией LAM, больше соответствует развитию высокой плотности соединения и тонкости печатных плат.Лазерное сверление является передовой и основной технологией сверления в индустрии печатных плат.Технология эффективна, быстра, точна и имеет высокую прикладную ценность.
Печатная плата RayMingceramic изготовлен с использованием технологии лазерной быстрой активации металлизации.Прочность соединения между металлическим слоем и керамикой высокая, электрические свойства хорошие, сварку можно повторять.Толщина металлического слоя может регулироваться в диапазоне от 1 мкм до 1 мм, что обеспечивает разрешение L/S.20 мкм, может быть напрямую подключен для предоставления индивидуальных решений для клиентов
Лазер с боковым возбуждением атмосферного СО2-лазера разработан канадской фирмой.По сравнению с традиционными лазерами выходная мощность в сто-тысячу раз выше, и его легко изготовить.
В электромагнитном спектре радиочастота находится в диапазоне частот 105-109 Гц.С развитием военной и аэрокосмической техники излучается вторичная частота.Радиочастотные CO2-лазеры малой и средней мощности обладают отличными характеристиками модуляции, стабильной мощностью и высокой эксплуатационной надежностью.Особенности, такие как долгий срок службы.УФ твердый YAG широко используется в пластмассах и металлах в микроэлектронной промышленности.Хотя процесс сверления с помощью CO2-лазера более сложен, производственный эффект микроапертуры лучше, чем у УФ твердого YAG, но CO2-лазер обладает преимуществами высокой эффективности и высокоскоростной штамповки.Доля рынка лазерной обработки микроотверстий на печатных платах может быть отечественной. Производство лазерных микроотверстий все еще развивается. На данном этапе не многие компании могут запустить производство.
Отечественное производство лазерных микропереходов находится в стадии разработки.Лазеры с короткими импульсами и высокой пиковой мощностью используются для сверления отверстий в подложках печатных плат для достижения высокой плотности энергии, удаления материала и формирования микроотверстий.Абляцию подразделяют на фототермическую абляцию и фотохимическую абляцию.Фототермическая абляция относится к завершению процесса формирования отверстия за счет быстрого поглощения высокоэнергетического лазерного излучения материалом подложки.Фотохимическая абляция относится к сочетанию высокой энергии фотонов в ультрафиолетовой области, превышающей 2 эВ электрон-вольт, и длины волны лазера, превышающей 400 нм.Производственный процесс может эффективно разрушать длинные молекулярные цепи органических материалов с образованием более мелких частиц, а частицы могут быстро образовывать микропоры под действием внешней силы.

Сегодня китайская технология лазерного бурения имеет определенный опыт и технологический прогресс.По сравнению с традиционной технологией штамповки технология лазерного сверления отличается высокой точностью, высокой скоростью, высокой эффективностью, крупномасштабной периодической штамповкой, подходящей для большинства мягких и твердых материалов, без потери инструментов и образования отходов.Преимущества меньшего количества материалов, защиты окружающей среды и отсутствия загрязнения.
Керамическая печатная плата проходит процесс лазерного сверления, сила сцепления между керамикой и металлом высока, не отваливается, не вспенивается и т. Д., И эффект срастания, высокая плоскостность поверхности, коэффициент шероховатости 0,1 микрона 0,3 мкм, диаметр отверстия для лазерного удара От 0,15 мм до 0,5 мм или даже 0,06 мм.
Изготовление-травление керамических плат
Медная фольга, оставшаяся на внешнем слое печатной платы, то есть рисунок схемы, предварительно покрывается слоем свинцово-оловянного резиста, а затем незащищенная непроводящая часть меди подвергается химическому травлению для формирования схема.
В соответствии с различными методами обработки травление делится на травление внутреннего слоя и травление внешнего слоя.Травление внутреннего слоя - кислотное травление, в качестве резиста используется мокрая или сухая пленка;травление внешнего слоя - щелочное травление, в качестве резиста используется олово-свинец.Агент.
Основной принцип реакции травления
1. Подщелачивание кислого хлорида меди

1, Кислотное подщелачивание хлорида меди
Контакт: Часть сухой пленки, не облученная ультрафиолетовыми лучами, растворяется слабощелочным раствором карбоната натрия, а облученная часть остается.
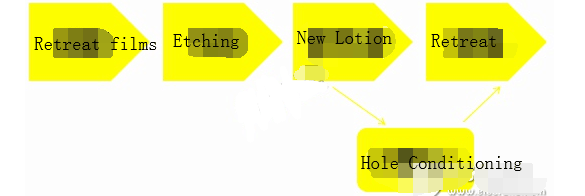
Офорт: В соответствии с определенной долей раствора поверхность меди, подвергаемая воздействию растворения сухой пленки или влажной пленки, растворяется и травится травильным раствором кислого хлорида меди.
Угасающая пленка: Защитная пленка на производственной линии растворяется при определенной пропорции определенной температуры и скорости.
Кислотный катализатор хлорида меди обладает такими характеристиками, как простота управления скоростью травления, высокая эффективность травления меди, хорошее качество и легкое восстановление травильного раствора.
2. Щелочное травление
Щелочное травление
Угасающая пленка: Используйте жидкость безе, чтобы удалить пленку с поверхности пленки, обнажая необработанную медную поверхность.
Офорт: Ненужный нижний слой вытравливается травителем, чтобы удалить медь, оставив толстые линии.Среди них будет использоваться вспомогательное оборудование.Ускоритель используется для ускорения реакции окисления и предотвращения осаждения ионов меди;средство от насекомых используется для уменьшения боковой эрозии;ингибитор применяют для ингибирования диспергирования аммиака, осаждения меди, ускорения окисления меди.
Новая эмульсия: Используйте моногидрат аммиачной воды без ионов меди для удаления остатка на пластине с раствором хлорида аммония.
Полная дыра: Эта процедура подходит только для процесса иммерсионного золота.В основном удаляйте избыточные ионы палладия из сквозных отверстий без покрытия, чтобы предотвратить погружение ионов золота в процессе осаждения золота.
Оловянный пилинг: Оловянно-свинцовый слой удаляют раствором азотной кислоты.
Четыре эффекта травления
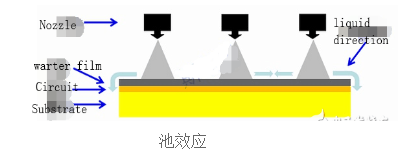
1. Эффект бассейна
Во время процесса травления жидкость будет образовывать водяную пленку на плате под действием силы тяжести, тем самым предотвращая контакт новой жидкости с медной поверхностью.
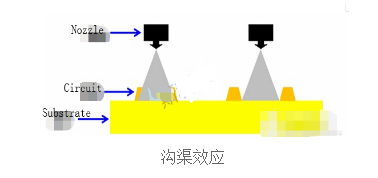
2. Эффект канавки
Адгезия химического раствора приводит к тому, что химический раствор прилипает к зазору между трубопроводом и трубопроводом, что приводит к разной степени травления в плотной и открытой областях.
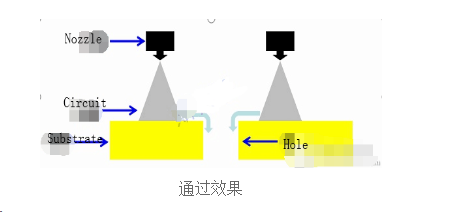
3. Эффект прохождения
Жидкое лекарство стекает вниз через отверстие, что увеличивает скорость обновления жидкого лекарства вокруг отверстия пластины во время процесса травления, а количество травления увеличивается.
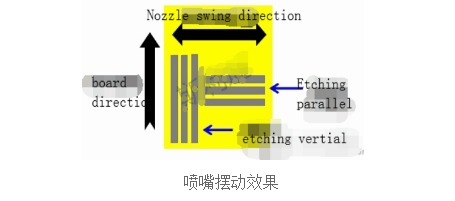
4. Эффект качания сопла
Линия параллельна направлению поворота сопла, потому что новое жидкое лекарство может легко рассеивать жидкое лекарство между линиями, жидкое лекарство быстро обновляется, а количество травления велико;
Линия перпендикулярна направлению поворота сопла, поскольку новой химической жидкости нелегко рассеивать жидкое лекарство между линиями, жидкое лекарство обновляется с меньшей скоростью, а количество травления невелико.
Общие проблемы при производстве травления и методы улучшения
1. Фильм бесконечен
Потому что концентрация сиропа очень низкая;линейная скорость слишком велика;засорение сопла и другие проблемы приведут к тому, что пленка будет бесконечной.Поэтому необходимо проверить концентрацию сиропа и отрегулировать концентрацию сиропа до соответствующего диапазона;вовремя регулировать скорость и параметры;затем прочистите форсунку.
2. Поверхность платы окислена
Поскольку концентрация сиропа слишком высока, а температура слишком высока, это может привести к окислению поверхности платы.Поэтому необходимо вовремя регулировать концентрацию и температуру сиропа.
3. Текотопь не доделан
Потому что скорость травления слишком высока;состав сиропа необъективен;поверхность меди загрязнена;сопло заблокировано;температура низкая и медь не завершена.Поэтому необходимо регулировать скорость передачи травления;перепроверьте состав сиропа;опасайтесь загрязнения медью;очистите сопло, чтобы предотвратить засорение;отрегулировать температуру.
4. Медь травления слишком высока
Поскольку машина работает слишком медленно, температура слишком высока и т. д., это может вызвать чрезмерную коррозию меди.Поэтому следует принимать такие меры, как регулировка скорости машины и регулировка температуры.


 English en
English en 






