Skozna luknja je znana tudi kot skoznja luknja.Da bi izpolnili zahteve kupcev, je
vezje mora biti odprtina zamašena.Po veliko vaje je bil tradicionalni postopek izvrtanja lukenj za aluminijasti čep spremenjen, maska za spajkanje na površini vezja in čep pa sta dopolnjena z belo mrežico.luknja.Stabilna proizvodnja in zanesljiva kakovost.
Via luknje igrajo vlogo povezovalnih in prevodnih linij.Razvoj elektronske industrije spodbuja tudi razvoj PCB-jev, postavlja pa tudi višje zahteve za tehnologijo izdelave tiskanih plošč in tehnologijo površinske montaže.Nastala je tehnologija zamašitve lukenj, pri čemer morajo biti izpolnjene naslednje zahteve:
(1) V odprtini za prehod je samo baker in masko za spajkanje je mogoče vstaviti ali ne;
(2) V odprtini za prehod morata biti kositer in svinec z določeno zahtevo glede debeline (4 mikrone), v luknjo pa ne sme priti črnilo, odporno na spajkanje, zaradi česar bi se v luknji skrile kositrne kroglice;
(3) Prehodne luknje morajo imeti luknje za čepke, odporne proti spajkanju, neprozorne in ne smejo imeti kositrnih krogov, kositrnih kroglic in zahtev za izravnavo.
Zakaj morajo tiskana vezja blokirati prehode?
Z razvojem elektronskih izdelkov v smeri "lahkih, tankih, kratkih in majhnih" se PCB-ji razvijajo tudi v smeri visoke gostote in visoke težavnosti.Zato se je pojavilo veliko število tiskanih vezij SMT in BGA, kupci pa zahtevajo luknje za vtiče pri montaži komponent, ki vključujejo predvsem pet funkcij:
(1) Preprečite, da bi kositer prodrl skozi površino komponente skozi odprtino za prehod, da bi povzročil kratek stik, ko gre PCB skozi valovito spajkanje;še posebej, ko postavimo odprtino za prehod na BGA blazinico, moramo najprej narediti luknjo za čep in jo nato pozlačiti, da olajšamo spajkanje BGA.

(2) Izogibajte se ostankom fluksa v skoznji luknji;
(3) Ko je površinska montaža in sestavljanje komponent v tovarni elektronike končana, je treba tiskano vezje posesati na preskusnem stroju, da se ustvari podtlak, preden je dokončano:
(4) Preprečite, da bi pasta za površinsko spajkanje stekla v luknjo in povzročila navidezno varjenje, kar vpliva na montažo;
(5) Preprečite, da bi kositrne kroglice izskočile med valovnim spajkanjem in povzročile kratek stik.
Izvedba tehnologije prevodnega zamašitve lukenj
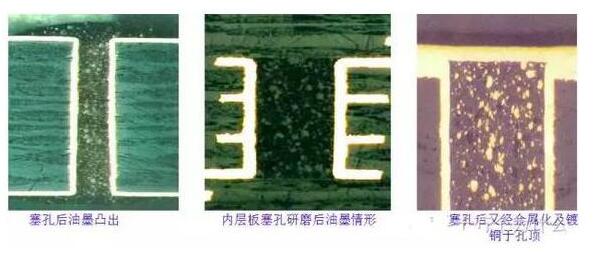
Pri ploščah za površinsko montažo, zlasti za namestitev BGA in IC, morajo biti luknje za prehode ravne, s konveksnim in konkavnim plus ali minus 1 milom, na robu lukenj za prehode pa ne sme biti rdečega kositra;kositrne kroglice so skrite v prečni luknji, da bi dosegli zadovoljstvo strank. Zahteve postopka zamašitve prečne luknje lahko opišemo kot različne, potek postopka je še posebej dolg, nadzor procesa pa težaven.Pogosto prihaja do težav, kot je izguba olja med izravnavo z vročim zrakom in preizkusi odpornosti na spajkanje zelenega olja;eksplozija olja po utrjevanju.Glede na dejanske proizvodne pogoje so povzeti različni postopki tiskanih vezij s čepnimi luknjami ter nekaj primerjav in razlag v procesu, prednosti in slabosti:
Opomba: Načelo delovanja izravnave z vročim zrakom je uporaba vročega zraka za odstranitev odvečne spajke na površini tiskanega vezja in v luknjah, preostala spajka pa je enakomerno prekrita na blazinicah, neupornih spajkalnih linijah in površini pakirne točke, ki je metoda površinske obdelave tiskanega vezja.eno.
1. Postopek zamašitve luknje po izravnavi z vročim zrakom
Potek postopka je: maska za spajkanje površine plošče → HAL → luknja za čep → strjevanje.Za proizvodnjo se uporablja postopek brez zamašitve.Ko je vroč zrak poravnan, se aluminijasto sito ali sito za blokiranje črnila uporabi za dokončanje zamašitve prehodnih lukenj vseh trdnjav, ki jih zahteva stranka.Zamašljivo črnilo je lahko fotoobčutljivo črnilo ali termoreaktivno črnilo.V primeru zagotavljanja enake barve mokrega filma je za mašilno barvo najbolje uporabiti isto črnilo kot na površini plošče.S tem postopkom lahko zagotovite, da skozi luknjo ne kaplja olje, potem ko je vroč zrak poravnan, vendar je enostavno povzročiti, da črnilo luknje čepa onesnaži površino plošče in postane neenakomerna.Kupci zlahka povzročijo navidezno spajkanje (zlasti pri BGA) pri montaži.Toliko strank ne sprejema te metode.
2. Postopek zamašitve luknje pred izravnavo z vročim zrakom
2.1 Uporabite aluminijasto pločevino za zamašitev lukenj, utrjevanje in brušenje plošče za prenos vzorca
V tem procesu se CNC vrtalni stroj uporabi za izvrtanje aluminijaste pločevine, ki jo je treba zamašiti, izdela zaslonsko ploščo in zamaši luknje, da zagotovi, da so odprtine polne, črnilo za zamašitev pa se uporabi za zamašitev luknje ., sprememba krčenja smole je majhna in sila lepljenja s steno luknje je dobra.Potek postopka je: predobdelava → luknja za čep → brusilna plošča → prenos vzorca → jedkanje → maska za spajkanje površine plošče
S to metodo lahko zagotovite, da je luknja čepa za premično luknjo ravna, izravnava z vročim zrakom pa ne bo imela težav s kakovostjo, kot sta eksplozija olja in izguba olja na robu luknje, vendar ta postopek zahteva enkratno zgostitev bakra, tako da debelina bakra v steni luknje lahko ustreza standardu stranke.Zato so zahteve za bakrenje na celotni plošči zelo visoke, prav tako pa obstajajo visoke zahteve za zmogljivost brusilnega stroja, da se zagotovi, da je smola na površini bakra popolnoma odstranjena in da je površina bakra čista in brez onesnaženje.Številne tovarne PCB nimajo postopka enkratnega zgoščevanja bakra in zmogljivost opreme ne izpolnjuje zahtev, zaradi česar se ta postopek v tovarnah PCB ne uporablja veliko.
2.2 Po zamašitvi lukenj z aluminijastimi ploščami neposredno prekrijte spajkalno masko na površini plošče
V tem procesu se CNC vrtalni stroj uporablja za izvrtanje aluminijaste pločevine, ki jo je treba zamašiti, da se naredi sito plošča, ki se namesti na stroj za sitotisk za zamašitev.Po končani priključitvi ne sme biti parkiran več kot 30 minut.Potek postopka je: predobdelava - luknja za zamašek - sitotisk - predpeka - izpostavljenost - razvijanje - strjevanje
Ta postopek lahko zagotovi, da je odprtina prehoda dobro prekrita z oljem, da je luknja čepa ravna in da je barva mokrega filma enaka.Blazinice, ki povzročajo slabo spajkanje;po izravnavi z vročim zrakom se rob skoznje luknje mehurči in olje odstrani.S to procesno metodo je težko nadzorovati proizvodnjo, zato mora procesni inženir sprejeti posebne postopke in parametre, da zagotovi kakovost luknje za čep.
Zakaj morajo tiskana vezja blokirati prehode?
2.3 Ko aluminijasta plošča zamaši luknje, razvije, predhodno strdi in obrusi ploščo, se površina plošče spajka.
Uporabite CNC vrtalni stroj, da izvrtate aluminijasto pločevino, ki zahteva luknje za čepe, izdelajte zaslonsko ploščo in jo namestite na stroj za sitotisk s premikom za luknje za čepe.Luknje za čepe morajo biti polne, obe strani pa po možnosti štrleči.Potek postopka je: predobdelava - luknja za čep - predpeka - razvijanje - predhodno strjevanje - maska za spajkanje površine plošče
Ker ta postopek uporablja sušenje s čepom, da se zagotovi, da luknja za prehod ne bo izgubila olja ali eksplodirala olja po HAL, po HAL pa je težko popolnoma rešiti problem kositra v luknji za prehod in kositra na luknji za prehod, toliko strank tega ne sprejme.
2.4 Spajkalna maska na površini plošče in luknja za vtič sta dokončani hkrati.
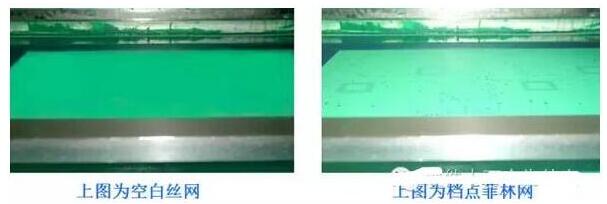
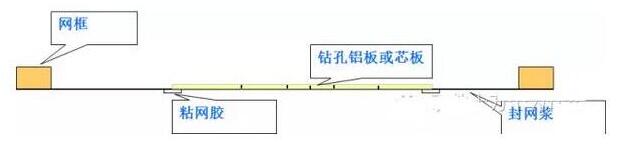
Ta metoda uporablja sito mrežico 36T (43T), ki je nameščena na sitotiskarski stroj z uporabo podložne plošče ali žebljev in zamaši vse odprtine med dokončanjem površine plošče.Potek postopka je: predobdelava--sitotisk--Pred pečenje--Osvetlitev--Razvijanje--Utrjevanje
Ta postopek ima kratek čas in visoko stopnjo izkoriščenosti opreme, ki lahko zagotovi, da prečne luknje ne bodo izgubile olja in da prečne luknje ne bodo pocinkane po izravnavi z vročim zrakom., Zrak se razširi in prebije spajkalno masko, kar povzroči praznine in neravnine.Med izravnavanjem z vročim zrakom bo v pločevini skritih nekaj lukenj.Trenutno je naše podjetje v bistvu rešilo luknjo in neenakost luknje po številnih poskusih, izbiri različnih vrst črnila in viskoznosti, prilagajanju tlaka sitotiska itd., Ta postopek pa je bil sprejet za množično proizvodnjo .


 English en
English en 






