סעראַמיק קרייַז באָרדז זענען פאקטיש געמאכט פון עלעקטראָניש סעראַמיק מאַטעריאַלס און קענען זיין געמאכט אין פאַרשידן שאַפּעס.צווישן זיי, די סעראַמיק קרייַז ברעט האט די מערסט בוילעט טשאַראַקטעריסטיקס פון הויך טעמפּעראַטור קעגנשטעל און הויך עלעקטריקאַל ינסאַליישאַן.עס האט די אַדוואַנטאַגעס פון נידעריק דיעלעקטריק קעסיידערדיק, נידעריק דיעלעקטריק אָנווער, הויך טערמאַל קאַנדאַקטיוואַטי, גוט כעמישער פעסטקייַט און ענלעך טערמאַל יקספּאַנשאַן קאָואַפישאַנץ פון קאַמפּאָונאַנץ.סעראַמיק געדרוקט קרייַז באָרדז זענען געשאפן מיט לאַזער גיך אַקטאַוויישאַן מעטאַלליזיישאַן טעכנאָלאָגיע לאַם טעכנאָלאָגיע.געניצט אין די געפירט פעלד, הויך-מאַכט סעמיקאַנדאַקטער מאַדזשולז, סעמיקאַנדאַקטער קולערז, עלעקטראָניש כיטערז, מאַכט קאָנטראָל סערקאַץ, מאַכט כייבריד סערקאַץ, קלוג מאַכט קאַמפּאָונאַנץ, הויך-אָפטקייַט סוויטשינג מאַכט סאַפּלייז, האַרט שטאַט רילייז, אָטאַמאָוטיוו עלעקטראָניק, קאָמוניקאַציע, עראָוספּייס און מיליטעריש עלעקטראָניש קאַמפּאָונאַנץ.
אַנדערש פון טראדיציאנעלן FR-4 (גלאז פיברע) , סעראַמיק מאַטעריאַלס האָבן גוט הויך-אָפטקייַט פאָרשטעלונג און עלעקטריקאַל פּראָפּערטיעס, ווי געזונט ווי הויך טערמאַל קאַנדאַקטיוואַטי, כעמישער פעסטקייַט און טערמאַל פעסטקייַט.ידעאַל פּאַקקאַגינג מאַטעריאַלס פֿאַר די פּראָדוקציע פון גרויס-וואָג ינאַגרייטיד סערקאַץ און מאַכט עלעקטראָניש מאַדזשולז.
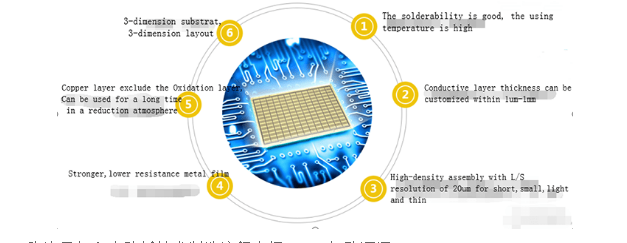
הויפּט אַדוואַנידזשיז:
1. העכער טערמאַל קאַנדאַקטיוואַטי
2. מער וואָס ריכטן טערמאַל יקספּאַנשאַן קאָואַפישאַנט
3. אַ האַרדער, נידעריקער קעגנשטעל מעטאַל פילם אַלומינום סעראַמיק קרייַז ברעט
4. די סאָלדעראַביליטי פון די באַזע מאַטעריאַל איז גוט, און די נוצן טעמפּעראַטור איז הויך.
5. גוט ינסאַליישאַן
6. נידעריק אָפטקייַט אָנווער
7. אַסעמבאַל מיט הויך געדיכטקייַט
8. עס טוט נישט אַנטהאַלטן אָרגאַניק ינגרידיאַנץ, איז קעגנשטעליק צו קאָסמיש שטראַלן, האט הויך רילייאַבילאַטי אין אַעראָספּאַסע און אַעראָספּאַסע, און האט אַ לאַנג דינסט לעבן
9. די קופּער שיכטע כּולל קיין אַקסייד שיכטע און קענען זיין געניצט פֿאַר אַ לאַנג צייַט אין אַ רידוסינג אַטמאָספער.
טעכניש אַדוואַנטידזשיז
הקדמה צו די מאַנופאַקטורינג פּראָצעס פון סעראַמיק געדרוקט קרייַז ברעט טעכנאָלאָגיע-לאָך פּאַנטשינג
מיט דער אַנטוויקלונג פון הויך-מאַכט עלעקטראָניש פּראָדוקטן אין דער ריכטונג פון מיניאַטוריזאַטיאָן און הויך-גיכקייַט, טראדיציאנעלן FR-4, אַלומינום סאַבסטרייט און אנדערע סאַבסטרייט מאַטעריאַלס זענען ניט מער פּאַסיק פֿאַר דער אַנטוויקלונג פון הויך-מאַכט און הויך-מאַכט.
מיט די העכערונג פון וויסנשאַפֿט און טעכנאָלאָגיע, די ינטעליגענט אַפּלאַקיישאַן פון פּקב אינדוסטריע.די טראדיציאנעלן LTCC און DBC טעקנאַלאַדזשיז זענען ביסלעכווייַז ריפּלייסט דורך DPC און LAM טעקנאַלאַדזשיז.די לאַזער טעכנאָלאָגיע רעפּריזענטיד דורך LAM טעכנאָלאָגיע איז מער אין שורה מיט דער אַנטוויקלונג פון הויך-געדיכטקייַט ינטערקאַנעקשאַן און פינענעסס פון געדרוקט קרייַז באָרדז.לאַזער דרילינג איז די פראָנט-סוף און מיינסטרים דרילינג טעכנאָלאָגיע אין די פּקב אינדוסטריע.די טעכנאָלאָגיע איז עפעקטיוו, שנעל, פּינטלעך און האט אַ הויך אַפּלאַקיישאַן ווערט.
די RayMingceramic קרייַז ברעט איז געמאכט מיט לאַזער גיך אַקטאַוויישאַן מעטאַליזאַטיאָן טעכנאָלאָגיע.די באַנדינג שטאַרקייַט צווישן די מעטאַל שיכטע און די סעראַמיק איז הויך, די עלעקטריקאַל פּראָפּערטיעס זענען גוט, און די וועלדינג קענען זיין ריפּיטיד.די גרעב פון די מעטאַל שיכטע קענען זיין אַדזשאַסטיד אין די קייט פון 1μם-1מם, וואָס קענען דערגרייכן ל / ס האַכלאָטע.20μם, קענען זיין גלייך קאָננעקטעד צו צושטעלן קאַסטאַמייזד סאַלושאַנז פֿאַר קאַסטאַמערז
לאַטעראַל יקסייטיישאַן פון אַטמאַספעריק CO2 לאַזער איז דעוועלאָפּעד דורך אַ קאַנאַדיאַן פירמע.אין פאַרגלייַך מיט בעקאַבאָלעדיק לייזערז, די רעזולטאַט מאַכט איז ווי הויך ווי דערט צו טויזנט מאל, און עס איז גרינג צו פּראָדוצירן.
אין די ילעקטראָומאַגנעטיק ספּעקטרום, די ראַדיאָ אָפטקייַט איז אין די אָפטקייַט קייט פון 105-109 הז.מיט דער אַנטוויקלונג פון מיליטעריש און אַעראָספּאַסע טעכנאָלאָגיע, די צווייטיק אָפטקייַט איז ימיטיד.נידעריק און מיטל מאַכט RF CO2 לייזערז האָבן ויסגעצייכנט מאַדזשאַליישאַן פאָרשטעלונג, סטאַביל מאַכט און הויך אַפּעריישאַנאַל רילייאַבילאַטי.פֿעיִקייטן אַזאַ ווי לאַנג לעבן.UV האַרט יאַג איז וויידלי געניצט אין פּלאַסטיקס און מעטאַלס אין די מיקראָעלעקטראָניק אינדוסטריע.כאָטש די CO2 לאַזער דרילינג פּראָצעס איז מער קאָמפּליצירט, די פּראָדוקציע ווירקונג פון די מיקראָ-עפענונג איז בעסער ווי די פון UV האַרט יאַג, אָבער די CO2 לאַזער האט די אַדוואַנטידזשיז פון הויך עפעקטיווקייַט און הויך-גיכקייַט פּאַנטשינג.די מאַרק טיילן פון פּקב לאַזער מיקראָ-לאָך פּראַסעסינג קענען זיין דינער לאַזער מיקראָ-לאָך מאַנופאַקטורינג איז נאָך דעוועלאָפּינג אין דעם בינע, ניט פילע קאָמפּאַניעס קענען שטעלן אין פּראָדוקציע.
דינער מאַנופאַקטורינג לאַזער מיקראָוויאַ איז נאָך אין דער אַנטוויקלונג בינע.קורץ דויפעק און הויך שפּיץ מאַכט לייזערז זענען געניצט צו בויער האָלעס אין פּקב סאַבסטרייץ צו דערגרייכן הויך-געדיכטקייַט ענערגיע, באַזייַטיקונג פון מאַטעריאַל און מיקראָ-לאָך פאָרמירונג.אַבלאַטיאָן איז צעטיילט אין פאָטאָטערמאַל אַבלאַטיאָן און פאָטאָטשעמיקאַל אַבלאַטיאָן.פאָטאָטהערמאַל אַבלאַטיאָן רעפערס צו די קאַמפּלישאַן פון די לאָך פאָרמירונג פּראָצעס דורך די גיך אַבזאָרפּשאַן פון הויך-ענערגיע לאַזער ליכט דורך די סאַבסטרייט מאַטעריאַל.פאָטאָטשעמיקאַל אַבלאַטיאָן רעפערס צו די קאָמבינאַציע פון הויך פאָטאָן ענערגיע אין די אַלטראַווייאַליט געגנט יקסיד 2 eV עלעקטראָן וואלטס און לאַזער ווייוולענגט יקסיד 400 נם.דער מאַנופאַקטורינג פּראָצעס קענען יפעקטיוולי צעשטערן די לאַנג מאָלעקולאַר קייטן פון אָרגאַניק מאַטעריאַלס צו פאָרעם קלענערער פּאַרטיקאַלז, און די פּאַרטיקאַלז קענען געשווינד פאָרעם מיקראָפּאָרעס אונטער דער קאַמף פון פונדרויסנדיק קראַפט.

הייַנט, טשיינאַ ס לאַזער דרילינג טעכנאָלאָגיע האט זיכער דערפאַרונג און טעקנאַלאַדזשיקאַל פּראָגרעס.קאַמפּערד מיט טראדיציאנעלן סטאַמפּינג טעכנאָלאָגיע, לאַזער דרילינג טעכנאָלאָגיע האט הויך פּינטלעכקייַט, הויך גיכקייַט, הויך עפעקטיווקייַט, גרויס-וואָג פּעקל פּאַנטשינג, פּאַסיק פֿאַר רובֿ ווייך און שווער מאַטעריאַלס, אָן אָנווער פון מכשירים און וויסט דור.די אַדוואַנידזשיז פון ווייניקער מאַטעריאַלס, ינווייראַנמענאַל שוץ און קיין פאַרפּעסטיקונג.
די סעראַמיק קרייַז ברעט איז דורך די לאַזער דרילינג פּראָצעס, די באַנדינג קראַפט צווישן די סעראַמיק און די מעטאַל איז הויך, טוט נישט פאַלן אַוועק, פאָומינג, אאז"ו ו, און די ווירקונג פון וווּקס צוזאַמען, הויך ייבערפלאַך פלאַטנאַס, ראַפנאַס פאַרהעלטעניש פון 0.1 מייקראַן צו 0.3 מייקראַן, לאַזער שלאָגן לאָך דיאַמעטער פון 0.15 מם צו 0.5 מם, אָדער אפילו 0.06 מם.
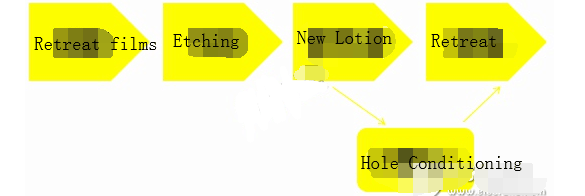
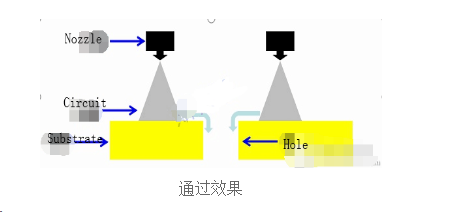
סעראַמיק קרייַז ברעט מאַנופאַקטורינג-עטטשינג
די קופּער שטער וואָס איז רוען אויף די ויסווייניקסט שיכטע פון די קרייַז ברעט, דאָס איז, די קרייַז מוסטער, איז פאַר-פּלייטאַד מיט אַ פּלאַסט פון בלייַ-צין אַנטקעגנשטעלנ זיך, און דער אַנפּראַטעקטיד ניט-אָנפירער טייל פון די קופּער איז כעמיש עטשט צו פאָרעם אַ קרייַז.
לויט פאַרשידענע פּראָצעס מעטהאָדס, עטשינג איז צעטיילט אין ינער שיכטע עטשינג און ויסווייניקסט שיכטע עטשינג.די ינער שיכטע עטשינג איז זויער עטשינג, נאַס פילם אָדער טרוקן פילם ב איז געניצט ווי אַ אַנטקעגנשטעלנ;די ויסווייניקסט שיכטע עטשינג איז אַלקאַליין עטשינג, און צין-בלייַ איז געניצט ווי אַ אַנטקעגנשטעלנ.אַגענט.
די גרונט פּרינציפּ פון עטשינג אָפּרוף
1. אַלקאַליזאַטיאָן פון זויער קופּער קלאָרייד

1, אַסידיק קופּער קלאָרייד אַלקאַליזיישאַן
אויסגעשטעלטקייט: דער טייל פון די טרוקן פילם וואָס איז נישט יריידיייטיד דורך אַלטראַווייאַליט שטראַלן איז צעלאָזן דורך שוואַך אַלקאַליין סאָדיום קאַרבאַנייט, און דער יריידיייטיד טייל בלייבט.
עטינג: לויט צו אַ זיכער פּראָפּאָרציע פון די לייזונג, די קופּער ייבערפלאַך יקספּאָוזד דורך דיסאַלווינג די טרוקן פילם אָדער די נאַס פילם איז צעלאָזן און עטשט דורך די זויער קופּער קלאָרייד עטשינג לייזונג.
פידינג פילם: די פּראַטעקטיוו פילם אויף די פּראָדוקציע שורה דיסאַלווז אין אַ זיכער פּראָפּאָרציע פון ספּעציפיש טעמפּעראַטור און גיכקייַט.
אַסידיק קופּער קלאָרייד קאַטאַליסט האט די קעראַקטעריסטיקס פון גרינג קאָנטראָל פון עטשינג גיכקייַט, הויך קופּער עטשינג עפעקטיווקייַט, גוט קוואַליטעט און גרינג אָפּזוך פון עטשינג לייזונג
2. אַלקאַליין עטשינג
אַלקאַליין עטשינג
פידינג פילם: ניצן מערינגו פליסיק צו באַזייַטיקן דעם פילם פון די פילם ייבערפלאַך, יקספּאָוזינג די אַנפּראַסעסט קופּער ייבערפלאַך.
עטינג: די אַננידיד דנאָ שיכטע איז עטשט אַוועק מיט אַ עטשאַנט צו באַזייַטיקן די קופּער, געלאזן דיק שורות.צווישן זיי, אַגזיליערי ויסריכט וועט זיין געוויינט.די אַקסעלעראַטאָר איז געניצט צו העכערן די אַקסאַדיישאַן אָפּרוף און פאַרמייַדן די אָפּזאַץ פון קופּער ייאַנז;די ינסעקט אָפּטרייַביק איז געניצט צו רעדוצירן די זייַט יראָוזשאַן;די ינכיבאַטער איז געניצט צו ינכיבאַט די דיספּערשאַן פון אַמאָוניאַ, די אָפּזאַץ פון קופּער און פאַרגיכערן די אַקסאַדיישאַן פון קופּער.
ניו ימאַלשאַן: ניצן מאָנאָהידראַטע אַמאָוניאַ וואַסער אָן קופּער ייאַנז צו באַזייַטיקן די רעזאַדו אויף די טעלער מיט אַמאָוניאַם קלאָרייד לייזונג.
גאַנץ לאָך: דעם פּראָצעדור איז בלויז פּאַסיק פֿאַר טבילה גאָלד פּראָצעס.דער הויפּט באַזייַטיקן די יבעריק פּאַללאַדיום ייאַנז אין די ניט-פּלייטאַד דורך האָלעס צו פאַרמייַדן די גאָלד ייאַנז פון סינגקינג אין די גאָלד אָפּזאַץ פּראָצעס.
פּילינג פון צין: די צין-בלייַ שיכטע איז אַוועקגענומען ניצן אַ ניטריק זויער לייזונג.
פיר ווירקונג פון עטשינג
1. פּול ווירקונג
בעשאַס די עטשינג מאַנופאַקטורינג פּראָצעס, די פליסיק וועט פאָרעם אַ וואַסער פילם אויף די ברעט רעכט צו ערלעכקייט, דערמיט פּרעווענטינג די נייַ פליסיק פון קאָנטאַקט די קופּער ייבערפלאַך.
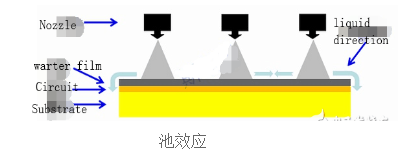
2. גראָאָווע ווירקונג
די אַדכיזשאַן פון די כעמישער לייזונג ז די כעמישער לייזונג צו אַדכיר צו די ריס צווישן די רערנ - ליניע און די רערנ - ליניע, וואָס וועט רעזולטאַט אין אַ אַנדערש עטשינג סומע אין די געדיכט געגנט, און די עפענען געגנט.
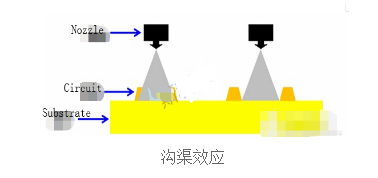
3. פאָרן ווירקונג
די פליסיק מעדיצין פלאָוז אַראָפּ דורך די לאָך, וואָס ינקריסיז די רינואַל גיכקייַט פון די פליסיק מעדיצין אַרום די טעלער לאָך בעשאַס די עטשינג פּראָצעס, און די עטשינג סומע ינקריסיז.
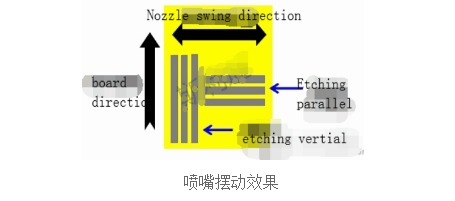
4. נעזל מאַך ווירקונג
די שורה פּאַראַלעל צו די מאַך ריכטונג פון די נעזל, ווייַל די נייַ פליסיק מעדיצין קענען לייכט דיסאַפּייט די פליסיק מעדיצין צווישן די שורות, די פליסיק מעדיצין איז געשווינד דערהייַנטיקט, און די סומע פון עטשינג איז גרויס;
די שורה פּערפּענדיקולאַר צו די מאַך ריכטונג פון די נעזל, ווייַל די נייַ כעמישער פליסיק איז נישט גרינג צו צעלאָזן די פליסיק מעדיצין צווישן די שורות, די פליסיק מעדיצין איז דערקוויקט מיט אַ סלאָוער גיכקייַט, און די עטשינג סומע איז קליין.
פּראָסט פּראָבלעמס אין עטשינג פּראָדוקציע און פֿאַרבעסערונג מעטהאָדס
1. דער פֿילם איז סאָף
ווייַל די קאַנסאַנטריישאַן פון די סירעפּ איז זייער נידעריק;די לינעאַר שנעלקייט איז צו שנעל;די נעזל קלאָגינג און אנדערע פּראָבלעמס וועט מאַכן די פילם סאָף.דעריבער, עס איז נייטיק צו קאָנטראָלירן די קאַנסאַנטריישאַן פון די סירעפּ און סטרויערן די קאַנסאַנטריישאַן פון די סירעפּ צו אַ צונעמען קייט;סטרויערן די גיכקייַט און פּאַראַמעטערס אין צייט;דעמאָלט ריין די נעזל.
2. די ייבערפלאַך פון די ברעט איז אַקסאַדייזד
ווייַל די סירעפּ קאַנסאַנטריישאַן איז צו הויך און די טעמפּעראַטור איז צו הויך, דאָס וועט פאַרשאַפן די ייבערפלאַך פון די ברעט צו אַקסאַדייז.דעריבער, עס איז נייטיק צו סטרויערן די קאַנסאַנטריישאַן און טעמפּעראַטור פון די סירעפּ אין צייט.
3. טהעטעקאָפּפּער איז נישט געענדיקט
ווייַל די עטשינג גיכקייַט איז צו שנעל;דער זאַץ פון די סירעפּ איז בייאַסט;די קופּער ייבערפלאַך איז קאַנטאַמאַנייטאַד;די נעזל איז אפגעשטעלט;די טעמפּעראַטור איז נידעריק און די קופּער איז נישט געענדיקט.דעריבער, עס איז נייטיק צו סטרויערן די עטשינג טראַנסמיסיע גיכקייַט;קאָנטראָלירן די זאַץ פון די סירעפּ;זיין אָפּגעהיט פון קופּער קאַנטאַמאַניישאַן;ריין די נעזל צו פאַרמייַדן קלאָגינג;סטרויערן די טעמפּעראַטור.
4. די עטשינג קופּער איז צו הויך
ווייַל די מאַשין לויפט צו פּאַמעלעך, די טעמפּעראַטור איז צו הויך, אאז"ו ו, עס קען פאַרשאַפן יבעריק קופּער קעראָוזשאַן.דעריבער, מיטלען אַזאַ ווי אַדזשאַסטינג די מאַשין גיכקייַט און אַדזשאַסטינג די טעמפּעראַטור זאָל זיין גענומען.


 English yi
English yi 






