Керамикалык схемалар чындыгында электрондук керамикалык материалдардан жасалган жана ар кандай формада жасалышы мүмкүн.Алардын арасында керамикалык схема жогорку температурага туруктуулуктун жана жогорку электрдик изоляциянын эң көрүнүктүү өзгөчөлүктөрүнө ээ.Ал төмөнкү диэлектрдик туруктуулуктун, аз диэлектрдик жоготуулардын, жогорку жылуулук өткөрүмдүүлүктүн, жакшы химиялык туруктуулуктун жана компоненттердин окшош жылуулук кеңейүү коэффициенттеринин артыкчылыктарына ээ.Керамикалык басма схемалар лазердик тез активдештирүү металлдаштыруу технологиясы LAM технологиясын колдонуу менен өндүрүлгөн.LED талаасында, жогорку кубаттуулуктагы жарым өткөргүч модулдар, жарым өткөргүч муздаткычтар, электрондук жылыткычтар, кубаттуулукту башкаруу схемалары, электр гибриддик схемалары, акылдуу кубаттуулук компоненттери, жогорку жыштыктагы коммутациялык энергия булактары, катуу реле, автомобиль электроникасы, байланыш, аэрокосмостук жана аскердик электроника колдонулат. компоненттер.
Салттуудан айырмаланат FR-4 (айнек буласы) , керамикалык материалдар жакшы жогорку жыштык аткаруу жана электр касиеттери, ошондой эле жогорку жылуулук өткөрүмдүүлүк, химиялык туруктуулук жана жылуулук туруктуулук бар.Ири масштабдуу интегралдык микросхемаларды жана электр-электрондук модулдарды өндүрүү үчүн идеалдуу таңгактоочу материалдар.
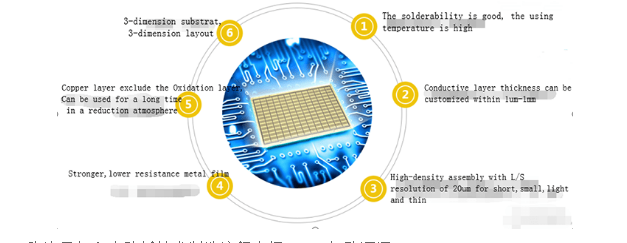
Негизги артыкчылыктары:
1. Жогорку жылуулук өткөрүмдүүлүк
2. Көбүрөөк дал келген жылуулук кеңейүү коэффициенти
3. Катуураак, төмөнкү каршылыктагы металл пленкасы глинозем керамикалык схемасы
4. Негизги материалдын solderability жакшы, жана пайдалануу температурасы жогору.
5. Жакшы изоляция
6. Төмөн жыштык жоготуу
7. Жогорку тыгыздык менен чогултуу
8. Органикалык ингредиенттерди камтыбайт, космостук нурларга туруктуу, аэрокосмостук жана аэрокосмостук тармактарда жогорку ишенимдүүлүккө ээ жана узак мөөнөткө ээ.
9. Жез катмарында оксид катмары жок жана аны калыбына келтирүүчү атмосферада көпкө колдонууга болот.
Техникалык артыкчылыктар
Керамикалык басма схемаларды өндүрүү процессине киришүү - тешиктерди тешүү
кичирейтүү жана жогорку ылдамдыкта, салттуу FR-4, алюминий субстрат жана башка субстрат материалдары мындан ары жогорку кубаттуулуктагы жана жогорку кубаттуулуктагы өнүктүрүү үчүн ылайыктуу болуп саналат багытында жогорку кубаттуулуктагы электрондук буюмдарды өнүктүрүү менен.
илимдин жана технологиянын өнүгүшү менен, PCB өнөр акылдуу колдонуу.Салттуу LTCC жана DBC технологиялары бара-бара DPC жана LAM технологиялары менен алмаштырылат.LAM технологиясы менен көрсөтүлгөн лазердик технология жогорку тыгыздыктагы өз ара байланыштын өнүгүшүнө жана басма схемалардын тактыгына көбүрөөк ылайык келет.Лазердик бургулоо PCB тармагындагы алдыңкы жана негизги бургулоо технологиясы болуп саналат.Технология эффективдүү, тез, так жана жогорку колдонуу баалуулугуна ээ.
RayMingceramic схемасы лазердик тез активдештирүү металлдаштыруу технологиясы менен жасалган.Металл катмары менен керамика ортосундагы бириктирүү күчү жогору, электрдик касиеттери жакшы жана ширетүүнү кайталаса болот.металл катмарынын жоондугу L / S токтомго жетише алат 1μm-1mm диапазонунда жөнгө салынышы мүмкүн.20μm, кардарлар үчүн ылайыкташтырылган чечимдерди камсыз кылуу үчүн түздөн-түз туташтырылышы мүмкүн
Атмосфералык СО2 лазеринин капталдан козголушу канадалык компания тарабынан иштелип чыккан.Салттуу лазерлер менен салыштырганда, чыгаруу күчү жүздөн бир миң эсеге чейин жогору жана аны өндүрүү оңой.
Электромагниттик спектрде радио жыштык 105-109 Гц жыштык диапазонунда болот.Аскердик жана аэрокосмостук технологиянын өнүгүшү менен экинчи жыштык чыгарылат.Төмөн жана орто кубаттуулуктагы RF CO2 лазерлери мыкты модуляциялык көрсөткүчкө, туруктуу күчкө жана жогорку операциялык ишенимдүүлүккө ээ.узак өмүр сүрүү сыяктуу өзгөчөлүктөр.UV катуу YAG микроэлектроника тармагында пластмассада жана металлдарда кеңири колдонулат.CO2 лазердик бургулоо процесси татаалыраак болсо да, микро диафрагма өндүрүштүк эффекти UV катуу YAGга караганда жакшыраак, бирок CO2 лазери жогорку эффективдүү жана жогорку ылдамдыктагы тешиктин артыкчылыктарына ээ.PCB лазер микро-тешик кайра иштетүү рыноктук үлүшү ата мекендик лазер микро-тешик өндүрүү дагы эле өнүгүп келе жатат Бул этапта, эмес, көптөгөн компаниялар өндүрүшкө киргизүү мүмкүн.
Ата мекендик лазердик микроавтобустарды өндүрүү дагы эле өнүгүү стадиясында турат.Кыска импульс жана жогорку чоку күчү лазерлери жогорку тыгыздыктагы энергияга, материалды алып салууга жана микро тешиктердин пайда болушуна жетишүү үчүн PCB субстраттарында тешиктерди бургулоо үчүн колдонулат.Абляция фототермиялык жана фотохимиялык абляция болуп бөлүнөт.Фототермикалык абляция субстрат материалы тарабынан жогорку энергиялуу лазер нурун тез сиңирүү аркылуу тешик пайда кылуу процессинин аякташын билдирет.Фотохимиялык абляция ультра кызгылт көк чөлкөмдө 2 эВ электрон вольттон жана лазер толкун узундугу 400 нмден ашкан жогорку фотон энергиясынын айкалышын билдирет.Өндүрүш процесси кичинекей бөлүкчөлөрдү пайда кылуу үчүн органикалык материалдардын узун молекулярдык чынжырларын натыйжалуу жок кыла алат, ал эми бөлүкчөлөр тышкы күчтүн таасири астында микропорторду тез түзө алат.

Бүгүнкү күндө Кытайдын лазердик бургулоо технологиясы белгилүү бир тажрыйбага жана технологиялык прогресске ээ.Салттуу штамптоо технологиясы менен салыштырганда, лазердик бургулоо технологиясы жогорку тактыкка, жогорку ылдамдыкка, жогорку эффективдүүлүккө, ири масштабдуу партия менен тешилүүгө, көпчүлүк жумшак жана катуу материалдарга ылайыктуу, куралдарды жоготпостон жана калдыктарды чыгарат.азыраак материалдардын артыкчылыктары, айлана-чөйрөнү коргоо жана булганбайт.
Керамикалык схема лазердик бургулоо процесси аркылуу, керамика менен металлдын ортосундагы байланыш күчү жогору, кулап кетпейт, көбүктөнөт, ж.б. 0,3 микрон, лазердик тешиктин диаметри 0,15 ммден 0,5 ммге чейин, ал тургай 0,06 мм.
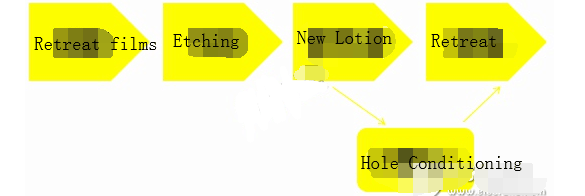
Керамикалык схемаларды өндүрүү-оюу
Схема платасынын сырткы катмарында калган жез фольга, башкача айтканда, схеманын үлгүсү, коргошун-калай каршылык катмары менен алдын ала капталган, андан кийин жездин корголбогон өткөргүч эмес бөлүгү химиялык жол менен чийилген. схема.
Процесстин ар кандай методдору боюнча оюу ички катмарды оюу жана сырткы катмарды оюу болуп бөлүнөт.Ички катмардын оюу кислотасы, нымдуу пленкасы же кургак пленкасы м каршылык катары колдонулат;сырткы катмардын оюу щелочтуу оюу болуп саналат, ал эми калай-коргошун каршылык катары колдонулат.Агент.
Эфир реакциясынын негизги принциби
1. Кислота жез хлоридинин алкализациясы

1, Кислоталуу жез хлоридинин алкализациясы
Таасир: Кургак пленканын ультра кызгылт көк нурлар менен нурланбаган бөлүгү начар щелочтуу натрий карбонаты менен эрийт, ал эми нурланган бөлүгү калат.
Оюту: Эритменин белгилүү бир үлүшүнө ылайык, кургак пленканы же нымдуу пленканы эритүү жолу менен ачыкка чыккан жездин бети жез хлоридинин кислотасы эритмесинде эритип, оюлат.
Өчүп бараткан тасма: Өндүрүш линиясындагы коргоочу пленка белгилүү бир температуранын жана ылдамдыктын белгилүү бир пропорциясында эрийт.
Кислоталуу жез хлоридинин катализатору оюу ылдамдыгын, жогорку жезди иштетүүнүн натыйжалуулугун, жакшы сапатты жана эритме эритмесин оңой калыбына келтирүүнү жеңил контролдоо өзгөчөлүктөрүнө ээ.
2. щелочтуу оюу
щелочтуу оюу
Өчүп бараткан тасма: Иштетилбеген жездин бетин ачып, пленканы алып салуу үчүн безе суюктугун колдонуңуз.
Оюту: Керексиз ылдыйкы катмар калың сызыктарды калтырып, жезди алып салуу үчүн офорт менен оюлат.Алардын арасында көмөкчү жабдуулар колдонулат.Ылдамдаткыч кычкылдануу реакциясын илгерилетүү жана мешти иондорунун тунушун алдын алуу үчүн колдонулат;курт-кумурскалар каптал эрозиясын азайтуу үчүн колдонулат;ингибитор аммиактын дисперсиясын, жездин тунушун токтотуу жана жездин кычкылданышын тездетүү үчүн колдонулат.
Жаңы эмульсия: Аммоний хлоридинин эритмеси менен пластинадагы калдыктарды алып салуу үчүн жез иондору жок моногидрат аммиак суусун колдонуңуз.
Толук тешик: Бул жол-жобосу алтынга чөмүлүү процесси үчүн гана ылайыктуу.Негизинен алтын иондорунун алтынды чөктүрүүдө чөгүп кетишине жол бербөө үчүн капталбаган тешиктердеги ашыкча палладий иондорун алып салыңыз.
калай пилинг: Калай-коргошун катмары азот кислотасынын эритмеси аркылуу алынып салынат.
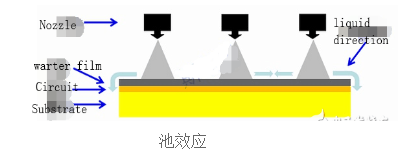
Оютун төрт эффектиси
1. Бассейн эффекти
Офорту даярдоо процессинде суюктук тартылуу күчү менен тактада суу пленкасын пайда кылып, жаңы суюктуктун жездин бетине тийүүсүн алдын алат.
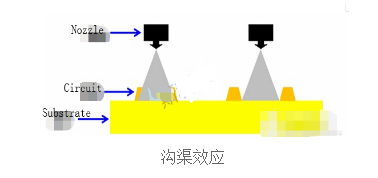
2. Groove эффекти
Химиялык эритменин адгезиясы химиялык эритменин түтүк өткөргүч менен түтүктүн ортосундагы боштукка жабышып калышына алып келет, бул жыш аймакта жана ачык аянтчада ар кандай оюу көлөмүнө алып келет.
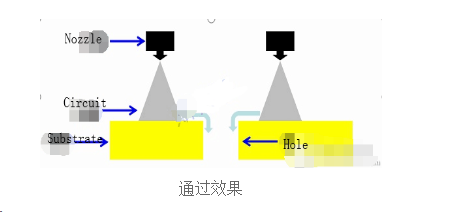
3. Өтүү эффекти
Суюк дары тешик аркылуу ылдыйга агып кетет, бул оюу процессинде табак тешигинин айланасындагы суюк дарынын жаңылануу ылдамдыгын жогорулатат жана оюу көлөмү көбөйөт.
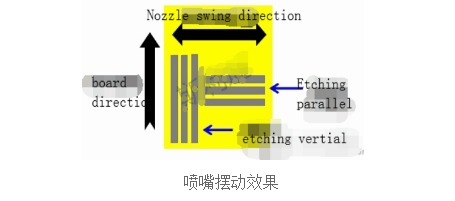
4. Соплолордун селкинчек эффектиси
Соплонун селкинчек багытына параллелдүү сызык, анткени жаңы суюк дары суюк дарыны сызыктардын ортосунда оңой эле тарата алат, суюк дары тез жаңыланат жана оюу көлөмү чоң;
Соплонун селкинчек багытына перпендикуляр сызык, анткени жаңы химиялык суюктук линиялардын ортосундагы суюктук дарысын чачуу оңой эмес, суюк дары жайыраак ылдамдыкта жаңыртылат жана оюу көлөмү аз.
Өндүрүш жана өркүндөтүү ыкмаларын иштетүүдө жалпы көйгөйлөр
1. Кино чексиз
Сироптун концентрациясы өтө төмөн болгондуктан;сызыктуу ылдамдык өтө тез;соплолордун бүтөлүшү жана башка көйгөйлөр тасманын чексиз болушуна себеп болот.Ошондуктан, сироптун концентрациясын текшерүү жана сироптун концентрациясын тиешелүү диапазонго тууралоо зарыл;ылдамдыгын жана параметрлерин өз убагында тууралоо;андан кийин саптаманы тазалаңыз.
2. Тактанын бети кычкылданат
Сироптун концентрациясы өтө жогору жана температура өтө жогору болгондуктан, тактайдын бетинин кычкылданышына алып келет.Ошондуктан, сироптун концентрациясын жана температурасын өз убагында тууралоо керек.
3. Thetecopper бүтө элек
Анткени оюу ылдамдыгы өтө тез;сироптун курамы бир жактуу болуп саналат;жез бети булганган;насадка тосулуп калды;темпера-турасы темен, жез бутпейт.Ошондуктан, бул оюп берүү ылдамдыгын жөнгө салуу зарыл;сироптун курамын кайра текшерүү;жездин булгануусунан сак болуңуз;бүтөлүп калбаш үчүн саптаманы тазалоо;температураны тууралоо.
4. Оюту жез өтө жогору
Машина өтө жай иштегендиктен, температура өтө жогору жана башкалар жездин ашыкча коррозиясына алып келиши мүмкүн.Ошондуктан, машинанын ылдамдыгын жөнгө салуу, температураны жөнгө салуу сыяктуу чаралар көрүлүшү керек.


 English en
English en 






