Keraamilised trükkplaadid on tegelikult valmistatud elektroonilistest keraamilistest materjalidest ja neid saab valmistada erineva kujuga.Nende hulgas on keraamilisel trükkplaadil kõige silmapaistvamad kõrge temperatuurikindluse ja kõrge elektriisolatsiooni omadused.Selle eeliseks on madal dielektriline konstant, väike dielektriline kadu, kõrge soojusjuhtivus, hea keemiline stabiilsus ja sarnased komponentide soojuspaisumistegurid.Keraamilised trükkplaadid toodetakse laserkiiraktivatsiooniga metalliseerimistehnoloogia LAM-tehnoloogia abil.Kasutatakse LED-valdkonnas, suure võimsusega pooljuhtmoodulites, pooljuhtjahutites, elektroonilistes kütteseadmetes, toitejuhtimisahelates, toitehübriidahelates, nutikates toitekomponentides, kõrgsageduslike lülitustoiteallikates, tahkisreleedes, autoelektroonikas, side-, kosmose- ja sõjaväeelektroonikas. komponendid.
Erineb traditsioonilisest FR-4 (klaaskiud) , keraamilistel materjalidel on hea kõrgsageduslik jõudlus ja elektrilised omadused, samuti kõrge soojusjuhtivus, keemiline stabiilsus ja termiline stabiilsus.Ideaalsed pakkematerjalid suuremahuliste integraallülituste ja jõuelektroonikamoodulite tootmiseks.
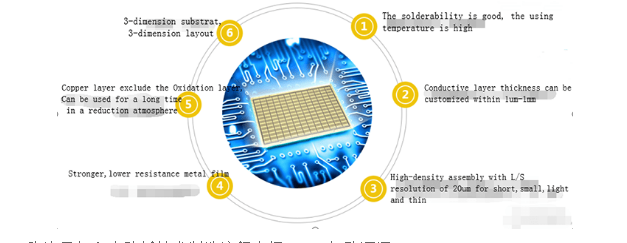
Peamised eelised:
1. Suurem soojusjuhtivus
2. Sobivam soojuspaisumise koefitsient
3. Kõvem, väiksema takistusega metallkilest alumiiniumoksiidi keraamiline trükkplaat
4. Alusmaterjali joodetavus on hea ja kasutustemperatuur kõrge.
5. Hea isolatsioon
6. Madalsageduskadu
7. Koguge suure tihedusega
8. See ei sisalda orgaanilisi koostisosi, on vastupidav kosmilistele kiirtele, on kõrge töökindlusega kosmose- ja kosmosetööstuses ning sellel on pikk kasutusiga
9. Vasekiht ei sisalda oksiidikihti ja seda saab pikka aega kasutada redutseerivas atmosfääris.
Tehnilised eelised
Sissejuhatus keraamilise trükkplaadi tehnoloogia-augu mulgustamise tootmisprotsessi
Suure võimsusega elektroonikatoodete arendamisel miniaturiseerimise ja suure kiiruse suunas ei sobi traditsiooniline FR-4, alumiiniumist substraat ja muud substraadimaterjalid enam suure võimsusega ja suure võimsusega toodete arendamiseks.
Teaduse ja tehnoloogia arenguga on PCB-tööstuse intelligentne rakendus.Traditsioonilised LTCC ja DBC tehnoloogiad asendatakse järk-järgult DPC ja LAM tehnoloogiatega.LAM-tehnoloogiaga esindatud lasertehnoloogia on rohkem kooskõlas trükkplaatide suure tihedusega sidumise ja peenuse arenguga.Laserpuurimine on PCB-tööstuse esiotsa ja tavapärane puurimistehnoloogia.Tehnoloogia on tõhus, kiire, täpne ja kõrge kasutusväärtusega.
RayMingceramic trükkplaat on valmistatud laserkiire aktiveerimise metalliseerimise tehnoloogiaga.Metallikihi ja keraamika vaheline nakketugevus on kõrge, elektrilised omadused on head ja keevitamist saab korrata.Metallikihi paksust saab reguleerida vahemikus 1μm-1mm, mis võimaldab saavutada L/S eraldusvõime.20 μm, saab otse ühendada, et pakkuda klientidele kohandatud lahendusi
Atmosfääri CO2 laseri külgmise ergastuse on välja töötanud Kanada ettevõte.Võrreldes traditsiooniliste laseritega on väljundvõimsus sada kuni tuhat korda suur ja seda on lihtne valmistada.
Elektromagnetilises spektris on raadiosagedus sagedusvahemikus 105-109 Hz.Sõjalise ja kosmosetehnoloogia arenguga kiirgatakse sekundaarne sagedus.Madala ja keskmise võimsusega RF CO2 laseritel on suurepärane modulatsioonijõudlus, stabiilne võimsus ja kõrge töökindlus.Sellised omadused nagu pikk kasutusiga.UV tahket YAG-i kasutatakse laialdaselt mikroelektroonikatööstuses plastides ja metallides.Kuigi CO2 laseriga puurimisprotsess on keerulisem, on mikroava tootmisefekt parem kui UV tahke YAG oma, kuid CO2 laseri eelisteks on kõrge efektiivsus ja kiire mulgustamine.PCB lasermikroaukude töötlemise turuosa võib olla kodumaine lasermikroavade tootmine on alles arenemas Praeguses etapis ei saa paljud ettevõtted tootmisse panna.
Kodumaine lasermikrovia tootmine on alles arendusjärgus.Lühikese impulsi ja suure tippvõimsusega lasereid kasutatakse PCB-alustesse aukude puurimiseks, et saavutada suure tihedusega energia, materjali eemaldamine ja mikroaukude moodustamine.Ablatsioon jaguneb fototermiliseks ablatsiooniks ja fotokeemiliseks ablatsiooniks.Fototermiline ablatsioon viitab aukude moodustumise protsessi lõpuleviimisele suure energiaga laservalguse kiire neeldumise kaudu substraadi materjali poolt.Fotokeemiline ablatsioon viitab kõrge fotonienergia kombinatsioonile ultraviolettpiirkonnas, mis ületab 2 eV elektronvolti, ja laseri lainepikkuse üle 400 nm.Tootmisprotsess võib tõhusalt hävitada orgaaniliste materjalide pikki molekulaarahelaid, moodustades väiksemaid osakesi ja osakesed võivad välisjõu mõjul kiiresti moodustada mikropoore.

Tänapäeval on Hiina laserpuurimistehnoloogial teatud kogemused ja tehnoloogiline areng.Võrreldes traditsioonilise stantsimistehnoloogiaga on laserpuurimistehnoloogial kõrge täpsus, suur kiirus, kõrge efektiivsus, suuremahuline partii mulgustamine, mis sobib enamiku pehmete ja kõvade materjalide jaoks, ilma tööriistade kadumiseta ja jäätmeid tekitamata.Vähese materjali eelised, keskkonnakaitse ja saaste puudumine.
Keraamiline trükkplaat läbib laserpuurimisprotsessi, keraamika ja metalli vaheline ühendusjõud on suur, ei kuku maha, ei vahuta jne ning kooskasvamise mõju, kõrge pinnatasasus, kareduse suhe 0,1 mikronit. 0,3 mikronit, laserlöögiava läbimõõt 0,15 mm kuni 0,5 mm või isegi 0,06 mm.
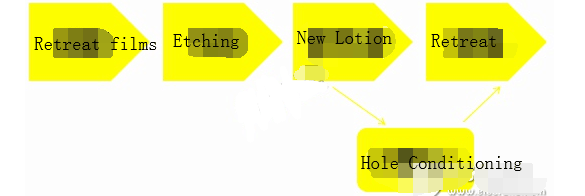
Keraamilise trükkplaadi valmistamine-söövitus
Trükkplaadi väliskihile jääv vaskfoolium, st vooluahela muster, kaetakse eelnevalt plii-tina resisti kihiga ja seejärel söövitatakse vase kaitsmata mittejuhtiv osa keemiliselt, moodustades vooluring.
Erinevate protsessimeetodite kohaselt jagatakse söövitus sisemise kihi söövitamiseks ja väliskihi söövitamiseks.Sisekihi söövitus on happesöövitus, resistina kasutatakse märgkilet või kuiva kilet m;väliskihi söövitus on leeliseline söövitus ja resistina kasutatakse tina-pliid.Agent.
Söövitusreaktsiooni põhiprintsiip
1. Happelise vaskkloriidi leelistamine

1, happeline vaskkloriidi leelistamine
Kokkupuude: Kuiva kile osa, mis ei ole ultraviolettkiirtega kiiritatud, lahustub nõrgas aluselises naatriumkarbonaadis ja kiiritatud osa jääb alles.
Söövitus: Vastavalt lahuse teatud proportsioonile lahustatakse kuiva kile või märja kile lahustamisega paljastatud vaskpind ja söövitatakse happelise vaskkloriidi söövituslahusega.
Tuhmuv film: Tootmisliinil olev kaitsekile lahustub teatud kindlal temperatuuril ja kiirusel.
Happelisel vaskkloriidkatalüsaatoril on söövituskiiruse lihtne reguleerimine, vase söövitamise kõrge efektiivsus, hea kvaliteet ja söövituslahuse lihtne taastamine
2. Leeliseline söövitus
Leeliseline söövitus
Tuhmuv film: Kasutage beseevedelikku, et eemaldada kile pinnalt kile, paljastades töötlemata vasepinna.
Söövitus: Mittevajalik alumine kiht söövitatakse söövitusainega vase eemaldamiseks, jättes paksud jooned.Nende hulgas kasutatakse abiseadmeid.Kiirendit kasutatakse oksüdatsioonireaktsiooni soodustamiseks ja vaskioonide sadenemise vältimiseks;putukatõrjevahendit kasutatakse küljeerosiooni vähendamiseks;inhibiitorit kasutatakse ammoniaagi dispersiooni, vase sadenemise pärssimiseks ja vase oksüdatsiooni kiirendamiseks.
Uus emulsioon: Plaadil oleva jäägi eemaldamiseks ammooniumkloriidi lahusega kasutage monohüdraat-ammooniumvett ilma vaseoonideta.
Täis auk: See protseduur sobib ainult sukeldumisprotsessi jaoks.Peamiselt eemaldage üleliigsed pallaadiumiioonid katmata läbivatest avadest, et vältida kullaioonide vajumist kulla sadestamise protsessis.
Tina koorimine: Tina-pliikiht eemaldatakse lämmastikhappelahusega.
Söövituse neli efekti
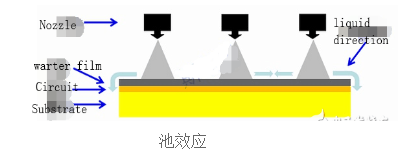
1. Basseiniefekt
Söövitamise tootmisprotsessi käigus moodustab vedelik raskusjõu mõjul tahvlile veekile, takistades seeläbi uue vedeliku kokkupuudet vase pinnaga.
2. Vaguefekt
Keemilise lahuse nakkumine põhjustab keemilise lahuse kleepumise torujuhtme ja torujuhtme vahelise pilu külge, mille tulemuseks on erinev söövituskogus tihedas piirkonnas ja avatud alal.
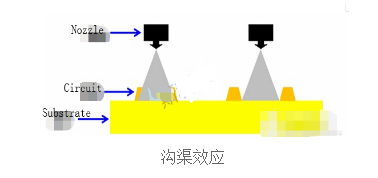
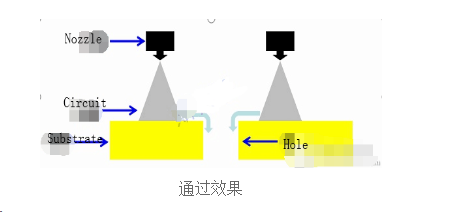
3. Läbipääsuefekt
Vedel ravim voolab läbi augu allapoole, mis suurendab söövitusprotsessi ajal vedela ravimi uuenemiskiirust plaadi ava ümber ja söövituskogus suureneb.
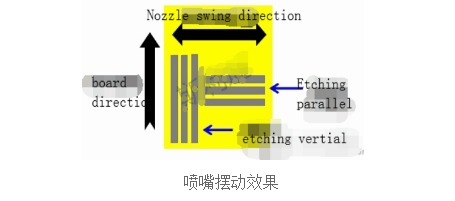
4. Düüside pöördeefekt
Düüsi pöördesuunaga paralleelne joon, kuna uus vedel ravim võib vedelat ravimit joonte vahelt hõlpsalt hajutada, vedelat ravimit värskendatakse kiiresti ja söövituse kogus on suur;
Düüsi pöördesuunaga risti olev joon, kuna uue keemilise vedelikuga ei ole lihtne joonte vahelt vedelat ravimit hajutada, vedelat ravimit värskendatakse aeglasemalt ja söövituskogus on väike.
Levinud probleemid söövitamise tootmisel ja parendusmeetoditel
1. Film on lõputu
Kuna siirupi kontsentratsioon on väga madal;lineaarkiirus on liiga kiire;düüsi ummistumise ja muude probleemide tõttu on kile lõputu.Seetõttu on vaja kontrollida siirupi kontsentratsiooni ja reguleerida siirupi kontsentratsioon sobivasse vahemikku;kiirust ja parameetreid õigeaegselt reguleerida;seejärel puhastage otsik.
2. Plaadi pind on oksüdeerunud
Kuna siirupi kontsentratsioon on liiga kõrge ja temperatuur liiga kõrge, põhjustab see plaadi pinna oksüdeerumist.Seetõttu on vaja siirupi kontsentratsiooni ja temperatuuri õigeaegselt reguleerida.
3. Thetecopper ei ole valmis
Kuna söövituskiirus on liiga kiire;siirupi koostis on kallutatud;vase pind on saastunud;otsik on blokeeritud;temperatuur on madal ja vask ei ole valmis.Seetõttu on vaja söövitamise edastuskiirust reguleerida;kontrollige siirupi koostist uuesti;olge vase saastumise eest ettevaatlik;puhastage otsik, et vältida ummistumist;reguleerida temperatuuri.
4. Söövitatud vask on liiga kõrgel
Kuna masin töötab liiga aeglaselt, temperatuur on liiga kõrge jne, võib see põhjustada liigset vase korrosiooni.Seetõttu tuleks võtta selliseid meetmeid nagu masina kiiruse ja temperatuuri reguleerimine.


 English et
English et 






