ರಂಧ್ರದ ಮೂಲಕ ರಂಧ್ರವನ್ನು ಸಹ ಕರೆಯಲಾಗುತ್ತದೆ.ಗ್ರಾಹಕರ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುವ ಸಲುವಾಗಿ, ದಿ
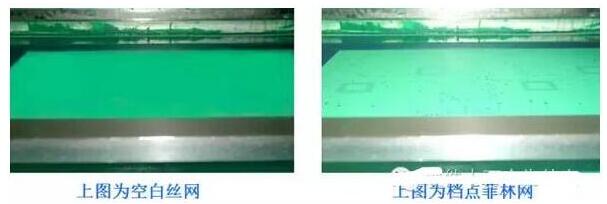
ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ ರಂಧ್ರದ ಮೂಲಕ ಪ್ಲಗ್ ಮಾಡಬೇಕು.ಸಾಕಷ್ಟು ಅಭ್ಯಾಸದ ನಂತರ, ಸಾಂಪ್ರದಾಯಿಕ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ಲಗ್ ಹೋಲ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಬದಲಾಯಿಸಲಾಗಿದೆ ಮತ್ತು ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ ಮೇಲ್ಮೈ ಬೆಸುಗೆ ಮುಖವಾಡ ಮತ್ತು ಪ್ಲಗ್ ಅನ್ನು ಬಿಳಿ ಜಾಲರಿಯೊಂದಿಗೆ ಪೂರ್ಣಗೊಳಿಸಲಾಗಿದೆ.ರಂಧ್ರ.ಸ್ಥಿರ ಉತ್ಪಾದನೆ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಗುಣಮಟ್ಟ.
ರಂಧ್ರಗಳ ಮೂಲಕ ರೇಖೆಗಳನ್ನು ಪರಸ್ಪರ ಸಂಪರ್ಕಿಸುವ ಮತ್ತು ನಡೆಸುವ ಪಾತ್ರವನ್ನು ವಹಿಸುತ್ತದೆ.ಎಲೆಕ್ಟ್ರಾನಿಕ್ಸ್ ಉದ್ಯಮದ ಅಭಿವೃದ್ಧಿಯು PCB ಗಳ ಅಭಿವೃದ್ಧಿಯನ್ನು ಉತ್ತೇಜಿಸುತ್ತದೆ ಮತ್ತು ಮುದ್ರಿತ ಬೋರ್ಡ್ ಉತ್ಪಾದನಾ ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ಮೇಲ್ಮೈ ಆರೋಹಣ ತಂತ್ರಜ್ಞಾನಕ್ಕೆ ಹೆಚ್ಚಿನ ಅವಶ್ಯಕತೆಗಳನ್ನು ಮುಂದಿಡುತ್ತದೆ.ರಂಧ್ರದ ಪ್ಲಗಿಂಗ್ ತಂತ್ರಜ್ಞಾನವು ಅಸ್ತಿತ್ವಕ್ಕೆ ಬಂದಿತು ಮತ್ತು ಈ ಕೆಳಗಿನ ಅವಶ್ಯಕತೆಗಳನ್ನು ಅದೇ ಸಮಯದಲ್ಲಿ ಪೂರೈಸಬೇಕು:
(1) ರಂಧ್ರದಲ್ಲಿ ಕೇವಲ ತಾಮ್ರವಿದೆ, ಮತ್ತು ಬೆಸುಗೆ ಮುಖವಾಡವನ್ನು ಪ್ಲಗ್ ಮಾಡಬಹುದು ಅಥವಾ ಇಲ್ಲ;
(2) ರಂಧ್ರದಲ್ಲಿ ತವರ ಮತ್ತು ಸೀಸ ಇರಬೇಕು, ನಿರ್ದಿಷ್ಟ ದಪ್ಪದ ಅವಶ್ಯಕತೆ (4 ಮೈಕ್ರಾನ್ಸ್), ಮತ್ತು ಯಾವುದೇ ಬೆಸುಗೆ ನಿರೋಧಕ ಶಾಯಿ ರಂಧ್ರವನ್ನು ಪ್ರವೇಶಿಸಬಾರದು, ಇದರಿಂದಾಗಿ ತವರ ಮಣಿಗಳನ್ನು ರಂಧ್ರದಲ್ಲಿ ಮರೆಮಾಡಲಾಗುತ್ತದೆ;
(3) ರಂಧ್ರಗಳ ಮೂಲಕ ಬೆಸುಗೆ ನಿರೋಧಕ ಇಂಕ್ ಪ್ಲಗ್ ರಂಧ್ರಗಳನ್ನು ಹೊಂದಿರಬೇಕು, ಅಪಾರದರ್ಶಕ, ಮತ್ತು ತವರ ವಲಯಗಳು, ತವರ ಮಣಿಗಳು ಮತ್ತು ಲೆವೆಲಿಂಗ್ ಅಗತ್ಯತೆಗಳನ್ನು ಹೊಂದಿರಬಾರದು.
ಪಿಸಿಬಿ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ಗಳು ವಯಾಸ್ ಅನ್ನು ಏಕೆ ನಿರ್ಬಂಧಿಸಬೇಕು?
"ಬೆಳಕು, ತೆಳ್ಳಗಿನ, ಸಣ್ಣ ಮತ್ತು ಸಣ್ಣ" ದಿಕ್ಕಿನಲ್ಲಿ ಎಲೆಕ್ಟ್ರಾನಿಕ್ ಉತ್ಪನ್ನಗಳ ಅಭಿವೃದ್ಧಿಯೊಂದಿಗೆ, PCB ಗಳು ಹೆಚ್ಚಿನ ಸಾಂದ್ರತೆ ಮತ್ತು ಹೆಚ್ಚಿನ ತೊಂದರೆಗಳ ಕಡೆಗೆ ಅಭಿವೃದ್ಧಿಗೊಳ್ಳುತ್ತಿವೆ.ಆದ್ದರಿಂದ, ಹೆಚ್ಚಿನ ಸಂಖ್ಯೆಯ SMT ಮತ್ತು BGA PCB ಗಳು ಕಾಣಿಸಿಕೊಂಡಿವೆ ಮತ್ತು ಘಟಕಗಳನ್ನು ಆರೋಹಿಸುವಾಗ ಗ್ರಾಹಕರಿಗೆ ಪ್ಲಗ್ ಹೋಲ್ಗಳು ಬೇಕಾಗುತ್ತವೆ, ಮುಖ್ಯವಾಗಿ ಐದು ಕಾರ್ಯಗಳನ್ನು ಒಳಗೊಂಡಂತೆ:
(1) PCB ತರಂಗ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯ ಮೂಲಕ ಹಾದುಹೋದಾಗ ಶಾರ್ಟ್ ಸರ್ಕ್ಯೂಟ್ ಅನ್ನು ಉಂಟುಮಾಡಲು ರಂಧ್ರದ ಮೂಲಕ ಘಟಕದ ಮೇಲ್ಮೈ ಮೂಲಕ ತವರವನ್ನು ಭೇದಿಸುವುದನ್ನು ತಡೆಯಿರಿ;ವಿಶೇಷವಾಗಿ ನಾವು ಬಿಜಿಎ ಪ್ಯಾಡ್ನಲ್ಲಿ ರಂಧ್ರವನ್ನು ಇರಿಸಿದಾಗ, ನಾವು ಮೊದಲು ಪ್ಲಗ್ ರಂಧ್ರವನ್ನು ಮಾಡಬೇಕು ಮತ್ತು ನಂತರ ಬಿಜಿಎ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು ಸುಲಭಗೊಳಿಸಲು ಚಿನ್ನದ ಲೇಪಿತ ಮಾಡಬೇಕು.

(2) ರಂಧ್ರದ ಮೂಲಕ ಫ್ಲಕ್ಸ್ ಶೇಷವನ್ನು ತಪ್ಪಿಸಿ;
(3) ಎಲೆಕ್ಟ್ರಾನಿಕ್ಸ್ ಕಾರ್ಖಾನೆಯ ಮೇಲ್ಮೈ ಆರೋಹಣ ಮತ್ತು ಘಟಕ ಜೋಡಣೆ ಪೂರ್ಣಗೊಂಡ ನಂತರ, PCB ಪೂರ್ಣಗೊಳ್ಳುವ ಮೊದಲು ನಕಾರಾತ್ಮಕ ಒತ್ತಡವನ್ನು ರೂಪಿಸಲು ಪರೀಕ್ಷಾ ಯಂತ್ರದಲ್ಲಿ ನಿರ್ವಾತಗೊಳಿಸಬೇಕು:
(4) ವರ್ಚುವಲ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಉಂಟುಮಾಡಲು ರಂಧ್ರಕ್ಕೆ ಹರಿಯುವ ಮೇಲ್ಮೈ ಬೆಸುಗೆ ಪೇಸ್ಟ್ ಅನ್ನು ತಡೆಯಿರಿ, ಇದು ಆರೋಹಿಸುವಾಗ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ;
(5) ತರಂಗ ಬೆಸುಗೆ ಹಾಕುವ ಸಮಯದಲ್ಲಿ ಟಿನ್ ಮಣಿಗಳು ಹೊರಬರುವುದನ್ನು ತಡೆಯಿರಿ, ಶಾರ್ಟ್ ಸರ್ಕ್ಯೂಟ್ ಉಂಟಾಗುತ್ತದೆ.
ಕಂಡಕ್ಟಿವ್ ಹೋಲ್ ಪ್ಲಗಿಂಗ್ ತಂತ್ರಜ್ಞಾನದ ಸಾಕ್ಷಾತ್ಕಾರ
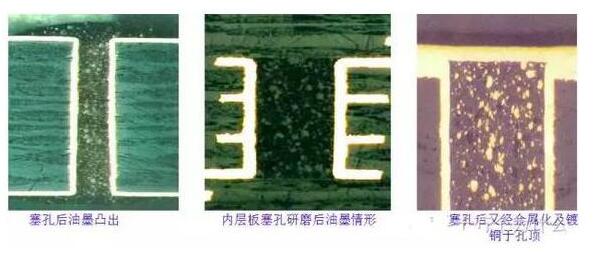
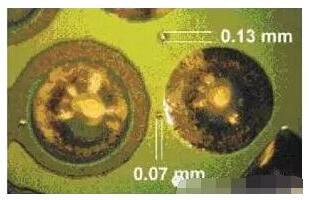
ಮೇಲ್ಮೈ ಮೌಂಟ್ ಬೋರ್ಡ್ಗಳಿಗೆ, ವಿಶೇಷವಾಗಿ BGA ಮತ್ತು IC ಆರೋಹಣಕ್ಕಾಗಿ, ರಂಧ್ರಗಳು ಸಮತಟ್ಟಾಗಿರಬೇಕು, ಪೀನ ಮತ್ತು ಕಾನ್ಕೇವ್ ಪ್ಲಸ್ ಅಥವಾ ಮೈನಸ್ 1 ಮಿಲ್, ಮತ್ತು ರಂಧ್ರದ ಅಂಚಿನಲ್ಲಿ ಕೆಂಪು ತವರ ಇರಬಾರದು;ತವರ ಮಣಿಗಳನ್ನು ಮೂಲಕ ರಂಧ್ರದಲ್ಲಿ ಮರೆಮಾಡಲಾಗಿದೆ, ಗ್ರಾಹಕರ ತೃಪ್ತಿಯನ್ನು ಸಾಧಿಸುವ ಸಲುವಾಗಿ ರಂಧ್ರದ ಪ್ಲಗಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ಅವಶ್ಯಕತೆಗಳನ್ನು ವಿವಿಧ ರೀತಿಯಲ್ಲಿ ವಿವರಿಸಬಹುದು, ಪ್ರಕ್ರಿಯೆಯ ಹರಿವು ವಿಶೇಷವಾಗಿ ದೀರ್ಘವಾಗಿರುತ್ತದೆ ಮತ್ತು ಪ್ರಕ್ರಿಯೆ ನಿಯಂತ್ರಣವು ಕಷ್ಟಕರವಾಗಿರುತ್ತದೆ.ಬಿಸಿ ಗಾಳಿಯ ಲೆವೆಲಿಂಗ್ ಮತ್ತು ಹಸಿರು ತೈಲ ಬೆಸುಗೆ ನಿರೋಧಕ ಪ್ರಯೋಗಗಳ ಸಮಯದಲ್ಲಿ ತೈಲ ನಷ್ಟದಂತಹ ಸಮಸ್ಯೆಗಳಿವೆ;ಕ್ಯೂರಿಂಗ್ ನಂತರ ತೈಲ ಸ್ಫೋಟ.ಈಗ ನಿಜವಾದ ಉತ್ಪಾದನಾ ಪರಿಸ್ಥಿತಿಗಳ ಪ್ರಕಾರ, PCB ಯ ವಿವಿಧ ಪ್ಲಗ್ ಹೋಲ್ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ಸಂಕ್ಷಿಪ್ತಗೊಳಿಸಲಾಗಿದೆ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಕೆಲವು ಹೋಲಿಕೆಗಳು ಮತ್ತು ವಿವರಣೆಗಳನ್ನು ಮಾಡಲಾಗಿದೆ, ಅನುಕೂಲಗಳು ಮತ್ತು ಅನಾನುಕೂಲಗಳು:
ಗಮನಿಸಿ: ಮುದ್ರಿತ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಮತ್ತು ರಂಧ್ರಗಳಲ್ಲಿ ಹೆಚ್ಚುವರಿ ಬೆಸುಗೆಯನ್ನು ತೆಗೆದುಹಾಕಲು ಬಿಸಿ ಗಾಳಿಯನ್ನು ಬಳಸುವುದು ಬಿಸಿ ಗಾಳಿಯ ಲೆವೆಲಿಂಗ್ನ ಕೆಲಸದ ತತ್ವವಾಗಿದೆ ಮತ್ತು ಉಳಿದ ಬೆಸುಗೆಯನ್ನು ಪ್ಯಾಡ್ಗಳು, ಪ್ರತಿರೋಧವಿಲ್ಲದ ಬೆಸುಗೆ ರೇಖೆಗಳು ಮತ್ತು ಮೇಲ್ಮೈಯಲ್ಲಿ ಸಮವಾಗಿ ಮುಚ್ಚಲಾಗುತ್ತದೆ. ಪ್ಯಾಕೇಜಿಂಗ್ ಪಾಯಿಂಟ್ಗಳು, ಇದು ಮುದ್ರಿತ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ನ ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆಯ ವಿಧಾನವಾಗಿದೆ.ಒಂದು.
1. ಬಿಸಿ ಗಾಳಿಯ ಲೆವೆಲಿಂಗ್ ನಂತರ ಪ್ಲಗ್ ಹೋಲ್ ಪ್ರಕ್ರಿಯೆ
ಪ್ರಕ್ರಿಯೆಯ ಹರಿವು: ಬೋರ್ಡ್ ಮೇಲ್ಮೈ ಬೆಸುಗೆ ಮುಖವಾಡ → HAL → ಪ್ಲಗ್ ಹೋಲ್ → ಕ್ಯೂರಿಂಗ್.ನಾನ್-ಪ್ಲಗ್ಗಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಉತ್ಪಾದನೆಗೆ ಬಳಸಲಾಗುತ್ತದೆ.ಬಿಸಿ ಗಾಳಿಯನ್ನು ನೆಲಸಮಗೊಳಿಸಿದ ನಂತರ, ಗ್ರಾಹಕರಿಗೆ ಅಗತ್ಯವಿರುವ ಎಲ್ಲಾ ಕೋಟೆಗಳ ರಂಧ್ರದ ಪ್ಲಗಿಂಗ್ ಅನ್ನು ಪೂರ್ಣಗೊಳಿಸಲು ಅಲ್ಯೂಮಿನಿಯಂ ಪರದೆ ಅಥವಾ ಶಾಯಿ ತಡೆಯುವ ಪರದೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.ಪ್ಲಗಿಂಗ್ ಇಂಕ್ ಫೋಟೋಸೆನ್ಸಿಟಿವ್ ಇಂಕ್ ಅಥವಾ ಥರ್ಮೋಸೆಟ್ಟಿಂಗ್ ಇಂಕ್ ಆಗಿರಬಹುದು.ಆರ್ದ್ರ ಚಿತ್ರದ ಒಂದೇ ಬಣ್ಣವನ್ನು ಖಾತ್ರಿಪಡಿಸುವ ಸಂದರ್ಭದಲ್ಲಿ, ಪ್ಲಗಿಂಗ್ ಇಂಕ್ ಬೋರ್ಡ್ ಮೇಲ್ಮೈಯಂತೆ ಅದೇ ಶಾಯಿಯನ್ನು ಬಳಸುವುದು ಉತ್ತಮ.ಬಿಸಿ ಗಾಳಿಯನ್ನು ನೆಲಸಮಗೊಳಿಸಿದ ನಂತರ ರಂಧ್ರದ ಮೂಲಕ ತೈಲವನ್ನು ಬಿಡುವುದಿಲ್ಲ ಎಂದು ಈ ಪ್ರಕ್ರಿಯೆಯು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬಹುದು, ಆದರೆ ಪ್ಲಗ್ ಹೋಲ್ ಶಾಯಿಯು ಬೋರ್ಡ್ ಮೇಲ್ಮೈಯನ್ನು ಕಲುಷಿತಗೊಳಿಸಲು ಮತ್ತು ಅಸಮವಾಗಿರುವಂತೆ ಮಾಡುವುದು ಸುಲಭ.ಗ್ರಾಹಕರು ಆರೋಹಿಸುವಾಗ ವರ್ಚುವಲ್ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯನ್ನು (ವಿಶೇಷವಾಗಿ BGA ಯಲ್ಲಿ) ಉಂಟುಮಾಡುವುದು ಸುಲಭ.ಆದ್ದರಿಂದ ಹೆಚ್ಚಿನ ಗ್ರಾಹಕರು ಈ ವಿಧಾನವನ್ನು ಸ್ವೀಕರಿಸುವುದಿಲ್ಲ.
2. ಬಿಸಿ ಗಾಳಿಯ ಲೆವೆಲಿಂಗ್ ಮೊದಲು ಪ್ಲಗ್ ಹೋಲ್ ಪ್ರಕ್ರಿಯೆ
2.1 ರಂಧ್ರಗಳನ್ನು ಪ್ಲಗ್ ಮಾಡಲು ಅಲ್ಯೂಮಿನಿಯಂ ಶೀಟ್ ಅನ್ನು ಬಳಸಿ, ಪ್ಯಾಟರ್ನ್ ವರ್ಗಾವಣೆಗಾಗಿ ಪ್ಲೇಟ್ ಅನ್ನು ಗುಣಪಡಿಸಲು ಮತ್ತು ಪುಡಿಮಾಡಿ
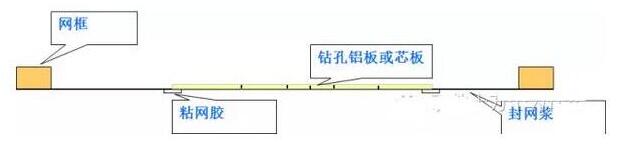
ಈ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಪ್ಲಗ್ ಮಾಡಬೇಕಾದ ಅಲ್ಯೂಮಿನಿಯಂ ಶೀಟ್ ಅನ್ನು ಕೊರೆಯಲು CNC ಡ್ರಿಲ್ಲಿಂಗ್ ಯಂತ್ರವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಸ್ಕ್ರೀನ್ ಪ್ಲೇಟ್ ಮಾಡಲು ಮತ್ತು ರಂಧ್ರಗಳು ತುಂಬಿವೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ರಂಧ್ರಗಳನ್ನು ಪ್ಲಗ್ ಮಾಡಿ ಮತ್ತು ರಂಧ್ರವನ್ನು ಪ್ಲಗ್ ಮಾಡಲು ಪ್ಲಗ್ ಮಾಡುವ ಶಾಯಿಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ., ರಾಳದ ಕುಗ್ಗುವಿಕೆ ಬದಲಾವಣೆಯು ಚಿಕ್ಕದಾಗಿದೆ, ಮತ್ತು ರಂಧ್ರದ ಗೋಡೆಯೊಂದಿಗೆ ಬಂಧದ ಬಲವು ಒಳ್ಳೆಯದು.ಪ್ರಕ್ರಿಯೆಯ ಹರಿವು ಹೀಗಿದೆ: ಪೂರ್ವ ಚಿಕಿತ್ಸೆ → ಪ್ಲಗ್ ಹೋಲ್ → ಗ್ರೈಂಡಿಂಗ್ ಪ್ಲೇಟ್ → ಪ್ಯಾಟರ್ನ್ ವರ್ಗಾವಣೆ → ಎಚ್ಚಣೆ → ಬೋರ್ಡ್ ಮೇಲ್ಮೈ ಬೆಸುಗೆ ಮುಖವಾಡ
ಈ ವಿಧಾನವು ಮೂಲಕ ರಂಧ್ರದ ಪ್ಲಗ್ ರಂಧ್ರವು ಸಮತಟ್ಟಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬಹುದು ಮತ್ತು ಬಿಸಿ ಗಾಳಿಯ ಮಟ್ಟವು ತೈಲ ಸ್ಫೋಟ ಮತ್ತು ರಂಧ್ರದ ಅಂಚಿನಲ್ಲಿರುವ ತೈಲ ನಷ್ಟದಂತಹ ಗುಣಮಟ್ಟದ ಸಮಸ್ಯೆಗಳನ್ನು ಹೊಂದಿರುವುದಿಲ್ಲ, ಆದರೆ ಈ ಪ್ರಕ್ರಿಯೆಗೆ ತಾಮ್ರವನ್ನು ಒಂದು ಬಾರಿ ದಪ್ಪವಾಗಿಸುವ ಅಗತ್ಯವಿರುತ್ತದೆ. ರಂಧ್ರದ ಗೋಡೆಯ ತಾಮ್ರದ ದಪ್ಪವು ಗ್ರಾಹಕರ ಗುಣಮಟ್ಟವನ್ನು ಪೂರೈಸುತ್ತದೆ.ಆದ್ದರಿಂದ, ಇಡೀ ತಟ್ಟೆಯಲ್ಲಿ ತಾಮ್ರದ ಲೋಹಲೇಪನದ ಅವಶ್ಯಕತೆಗಳು ತುಂಬಾ ಹೆಚ್ಚಿವೆ ಮತ್ತು ತಾಮ್ರದ ಮೇಲ್ಮೈಯಲ್ಲಿರುವ ರಾಳವನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ತೆಗೆದುಹಾಕಲಾಗಿದೆ ಮತ್ತು ತಾಮ್ರದ ಮೇಲ್ಮೈ ಶುದ್ಧ ಮತ್ತು ಮುಕ್ತವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಗ್ರೈಂಡಿಂಗ್ ಯಂತ್ರದ ಕಾರ್ಯಕ್ಷಮತೆಗೆ ಹೆಚ್ಚಿನ ಅವಶ್ಯಕತೆಗಳಿವೆ. ಮಾಲಿನ್ಯ.ಅನೇಕ PCB ಕಾರ್ಖಾನೆಗಳು ಒಂದು ಬಾರಿ ದಪ್ಪವಾಗಿಸುವ ತಾಮ್ರದ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಹೊಂದಿಲ್ಲ, ಮತ್ತು ಸಲಕರಣೆಗಳ ಕಾರ್ಯಕ್ಷಮತೆಯು ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುವುದಿಲ್ಲ, ಇದರ ಪರಿಣಾಮವಾಗಿ ಈ ಪ್ರಕ್ರಿಯೆಯನ್ನು PCB ಕಾರ್ಖಾನೆಗಳಲ್ಲಿ ಹೆಚ್ಚು ಬಳಸಲಾಗುವುದಿಲ್ಲ.
2.2 ಅಲ್ಯೂಮಿನಿಯಂ ಶೀಟ್ಗಳೊಂದಿಗೆ ರಂಧ್ರಗಳನ್ನು ಪ್ಲಗ್ ಮಾಡಿದ ನಂತರ, ಬೋರ್ಡ್ ಮೇಲ್ಮೈಯಲ್ಲಿ ನೇರವಾಗಿ ಬೆಸುಗೆ ಮುಖವಾಡವನ್ನು ತೆರೆಯಿರಿ
ಈ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಸ್ಕ್ರೀನ್ ಪ್ಲೇಟ್ ಮಾಡಲು ಪ್ಲಗ್ ಮಾಡಬೇಕಾದ ಅಲ್ಯೂಮಿನಿಯಂ ಶೀಟ್ ಅನ್ನು ಡ್ರಿಲ್ ಮಾಡಲು CNC ಡ್ರಿಲ್ಲಿಂಗ್ ಯಂತ್ರವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದನ್ನು ಪ್ಲಗಿಂಗ್ಗಾಗಿ ಸ್ಕ್ರೀನ್ ಪ್ರಿಂಟಿಂಗ್ ಯಂತ್ರದಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ.ಪ್ಲಗಿಂಗ್ ಪೂರ್ಣಗೊಂಡ ನಂತರ, ಅದನ್ನು 30 ನಿಮಿಷಗಳಿಗಿಂತ ಹೆಚ್ಚು ಕಾಲ ನಿಲುಗಡೆ ಮಾಡಬಾರದು.ಪ್ರಕ್ರಿಯೆಯ ಹರಿವು ಹೀಗಿದೆ: ಪೂರ್ವ ಚಿಕಿತ್ಸೆ - ಪ್ಲಗ್ ಹೋಲ್ - ರೇಷ್ಮೆ ಪರದೆ - ಪೂರ್ವ-ಬೇಕಿಂಗ್ - ಎಕ್ಸ್ಪೋಸರ್ - ಡೆವಲಪಿಂಗ್ - ಕ್ಯೂರಿಂಗ್
ಈ ಪ್ರಕ್ರಿಯೆಯು ರಂಧ್ರದ ಮೂಲಕ ಚೆನ್ನಾಗಿ ಎಣ್ಣೆಯಿಂದ ಮುಚ್ಚಲ್ಪಟ್ಟಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬಹುದು, ಪ್ಲಗ್ ರಂಧ್ರವು ಸಮತಟ್ಟಾಗಿದೆ ಮತ್ತು ಆರ್ದ್ರ ಚಿತ್ರದ ಬಣ್ಣವು ಒಂದೇ ಆಗಿರುತ್ತದೆ.ಪ್ಯಾಡ್ಗಳು, ಕಳಪೆ ಬೆಸುಗೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ;ಬಿಸಿ ಗಾಳಿಯನ್ನು ನೆಲಸಮಗೊಳಿಸಿದ ನಂತರ, ರಂಧ್ರದ ಗುಳ್ಳೆಗಳು ಮತ್ತು ತೈಲದ ತುದಿಯನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.ಈ ಪ್ರಕ್ರಿಯೆಯ ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಂಡು ಉತ್ಪಾದನೆಯನ್ನು ನಿಯಂತ್ರಿಸುವುದು ಕಷ್ಟ, ಮತ್ತು ಪ್ಲಗ್ ರಂಧ್ರದ ಗುಣಮಟ್ಟವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಪ್ರಕ್ರಿಯೆ ಎಂಜಿನಿಯರ್ ವಿಶೇಷ ಪ್ರಕ್ರಿಯೆಗಳು ಮತ್ತು ನಿಯತಾಂಕಗಳನ್ನು ಅಳವಡಿಸಿಕೊಳ್ಳಬೇಕು.
ಪಿಸಿಬಿ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ಗಳು ವಯಾಸ್ ಅನ್ನು ಏಕೆ ನಿರ್ಬಂಧಿಸಬೇಕು?
2.3 ಅಲ್ಯೂಮಿನಿಯಂ ಶೀಟ್ ರಂಧ್ರಗಳನ್ನು ಪ್ಲಗ್ ಮಾಡಿದ ನಂತರ, ಅಭಿವೃದ್ಧಿ, ಪೂರ್ವ-ಗುಣಪಡಿಸುವಿಕೆ ಮತ್ತು ಬೋರ್ಡ್ ಅನ್ನು ಪುಡಿಮಾಡಿದ ನಂತರ, ಬೋರ್ಡ್ ಮೇಲ್ಮೈಯನ್ನು ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
ಪ್ಲಗ್ ಹೋಲ್ಗಳ ಅಗತ್ಯವಿರುವ ಅಲ್ಯೂಮಿನಿಯಂ ಶೀಟ್ ಅನ್ನು ಡ್ರಿಲ್ ಮಾಡಲು CNC ಡ್ರಿಲ್ಲಿಂಗ್ ಯಂತ್ರವನ್ನು ಬಳಸಿ, ಸ್ಕ್ರೀನ್ ಪ್ಲೇಟ್ ಮಾಡಿ ಮತ್ತು ಪ್ಲಗ್ ಹೋಲ್ಗಳಿಗಾಗಿ ಅದನ್ನು ಶಿಫ್ಟ್ ಸ್ಕ್ರೀನ್ ಪ್ರಿಂಟಿಂಗ್ ಯಂತ್ರದಲ್ಲಿ ಸ್ಥಾಪಿಸಿ.ಪ್ಲಗ್ ರಂಧ್ರಗಳು ಪೂರ್ಣವಾಗಿರಬೇಕು ಮತ್ತು ಎರಡೂ ಬದಿಗಳು ಮೇಲಾಗಿ ಚಾಚಿಕೊಂಡಿರುತ್ತವೆ.ಪ್ರಕ್ರಿಯೆಯ ಹರಿವು: ಪೂರ್ವ-ಚಿಕಿತ್ಸೆ - ಪ್ಲಗ್ ಹೋಲ್ - ಪೂರ್ವ-ಬೇಕಿಂಗ್ - ಅಭಿವೃದ್ಧಿ - ಪೂರ್ವ-ಕ್ಯೂರಿಂಗ್ - ಬೋರ್ಡ್ ಮೇಲ್ಮೈ ಬೆಸುಗೆ ಮುಖವಾಡ
ಈ ಪ್ರಕ್ರಿಯೆಯು HAL ನಂತರ ತೈಲವನ್ನು ಕಳೆದುಕೊಳ್ಳುವುದಿಲ್ಲ ಅಥವಾ ತೈಲವನ್ನು ಸ್ಫೋಟಿಸುವುದಿಲ್ಲ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಪ್ಲಗ್-ಹೋಲ್ ಕ್ಯೂರಿಂಗ್ ಅನ್ನು ಅಳವಡಿಸಿಕೊಳ್ಳುತ್ತದೆ, ಆದರೆ HAL ನಂತರ, ರಂಧ್ರದ ಮೂಲಕ ತವರ ಮಣಿ ಮತ್ತು ರಂಧ್ರದ ಮೂಲಕ ತವರದ ಸಮಸ್ಯೆಯನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಪರಿಹರಿಸುವುದು ಕಷ್ಟ, ಎಷ್ಟೋ ಗ್ರಾಹಕರು ಅದನ್ನು ಸ್ವೀಕರಿಸುವುದಿಲ್ಲ.
2.4 ಬೋರ್ಡ್ ಮೇಲ್ಮೈಯಲ್ಲಿ ಬೆಸುಗೆ ಮುಖವಾಡ ಮತ್ತು ಪ್ಲಗ್ ರಂಧ್ರವನ್ನು ಒಂದೇ ಸಮಯದಲ್ಲಿ ಪೂರ್ಣಗೊಳಿಸಲಾಗುತ್ತದೆ.
ಈ ವಿಧಾನವು 36T (43T) ಸ್ಕ್ರೀನ್ ಮೆಶ್ ಅನ್ನು ಬಳಸುತ್ತದೆ, ಇದನ್ನು ಪರದೆಯ ಮುದ್ರಣ ಯಂತ್ರದಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ, ಬ್ಯಾಕಿಂಗ್ ಪ್ಲೇಟ್ ಅಥವಾ ನೇಲ್ ಬೆಡ್ ಅನ್ನು ಬಳಸಿ ಮತ್ತು ಬೋರ್ಡ್ ಮೇಲ್ಮೈಯನ್ನು ಪೂರ್ಣಗೊಳಿಸುವಾಗ ಎಲ್ಲಾ ರಂಧ್ರಗಳ ಮೂಲಕ ಪ್ಲಗ್ ಮಾಡುವುದು.ಪ್ರಕ್ರಿಯೆಯ ಹರಿವು ಹೀಗಿದೆ: ಪೂರ್ವ ಚಿಕಿತ್ಸೆ--ಸ್ಕ್ರೀನ್ ಪ್ರಿಂಟಿಂಗ್- -ಪೂರ್ವ-ಬೇಕ್--ಎಕ್ಸ್ಪೋಸರ್--ಡೆವಲಪ್ಮೆಂಟ್--ಕ್ಯೂರ್
ಈ ಪ್ರಕ್ರಿಯೆಯು ಕಡಿಮೆ ಸಮಯ ಮತ್ತು ಉಪಕರಣಗಳ ಹೆಚ್ಚಿನ ಬಳಕೆಯ ದರವನ್ನು ಹೊಂದಿದೆ, ಇದು ರಂಧ್ರಗಳ ಮೂಲಕ ತೈಲವನ್ನು ಕಳೆದುಕೊಳ್ಳುವುದಿಲ್ಲ ಮತ್ತು ಬಿಸಿ ಗಾಳಿಯ ಲೆವೆಲಿಂಗ್ ನಂತರ ರಂಧ್ರಗಳ ಮೂಲಕ ಟಿನ್ ಮಾಡಲಾಗುವುದಿಲ್ಲ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬಹುದು., ಗಾಳಿಯು ಬೆಸುಗೆ ಮುಖವಾಡದ ಮೂಲಕ ವಿಸ್ತರಿಸುತ್ತದೆ ಮತ್ತು ಒಡೆಯುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಶೂನ್ಯಗಳು ಮತ್ತು ಅಸಮಾನತೆ ಉಂಟಾಗುತ್ತದೆ.ಬಿಸಿ ಗಾಳಿಯ ಲೆವೆಲಿಂಗ್ ಸಮಯದಲ್ಲಿ ತವರದಲ್ಲಿ ಅಡಗಿರುವ ರಂಧ್ರಗಳ ಮೂಲಕ ಸಣ್ಣ ಪ್ರಮಾಣದಲ್ಲಿ ಇರುತ್ತದೆ.ಪ್ರಸ್ತುತ, ನಮ್ಮ ಕಂಪನಿಯು ಮೂಲತಃ ಸಾಕಷ್ಟು ಪ್ರಯೋಗಗಳ ನಂತರ ರಂಧ್ರದ ರಂಧ್ರ ಮತ್ತು ಅಸಮಾನತೆಯನ್ನು ಪರಿಹರಿಸಿದೆ, ವಿವಿಧ ರೀತಿಯ ಶಾಯಿ ಮತ್ತು ಸ್ನಿಗ್ಧತೆಯನ್ನು ಆರಿಸುವುದು, ರೇಷ್ಮೆ ಪರದೆಯ ಮುದ್ರಣದ ಒತ್ತಡವನ್ನು ಸರಿಹೊಂದಿಸುವುದು ಇತ್ಯಾದಿ, ಮತ್ತು ಈ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸಾಮೂಹಿಕ ಉತ್ಪಾದನೆಗೆ ಅಳವಡಿಸಿಕೊಳ್ಳಲಾಗಿದೆ. .


 English en
English en 






