מיט דער גיך אַנטוויקלונג פון אָטאַמאָוטיוו עלעקטראָניק און מאַכט קאָמוניקאַציע מאַדזשולז, הינטער-דיק קופּער שטער קרייַז באָרדז פון 12אָז און העכער האָבן ביסלעכווייַז ווערן אַ מין פון ספּעציעל פּקב באָרדז מיט ברייט מאַרק פּראַספּעקס, וואָס האָבן געצויגן מער און מער מאַניאַפאַקטשערערז ופמערקזאַמקייט;מיט די ברייט אַפּלאַקיישאַן פון
געדרוקט קרייַז באָרדז אין די עלעקטראָניש פעלד, די פאַנגקשאַנאַל רעקווירעמענץ פון ויסריכט זענען געטינג העכער און העכער.געדרוקט קרייַז באָרדז וועט ניט בלויז צושטעלן נויטיק עלעקטריקאַל קאַנעקשאַנז און מעטשאַניקאַל שטיצן פֿאַר עלעקטראָניש קאַמפּאָונאַנץ, אָבער אויך ביסלעכווייַז זיין געגעבן מער מיט נאָך פאַנגקשאַנז, הינטער-דיק קופּער שטער געדרוקט באָרדז וואָס קענען ויסשטימען מאַכט קוואלן, צושטעלן הויך קראַנט און הויך רילייאַבילאַטי ביסלעכווייַז ווערן פאָלקס. פּראָדוקטן דעוועלאָפּעד דורך די פּקב אינדוסטריע און האָבן ברייט פּראַספּעקס.
דערווייַל, פאָרשונג און אַנטוויקלונג פּערסאַנעל אין די אינדוסטריע האָבן הצלחה דעוועלאָפּעד אַ טאָפּל-סיידאַד געדרוקט קרייַז ברעט מיט אַ פאַרטיק קופּער גרעב פון 10אָז דורך די לייערד אופֿן פון סאַקסעסיוו טיקנינג פון ילעקטראָופּלייטאַד קופּער סינגקינג + קייפל סאַדער מאַסקע דרוק הילף.אָבער, עס זענען ווייניק ריפּאָרץ וועגן די פּראָדוקציע פון הינטער-דיק קופּער מולטילייַער געדרוקט באָרדז מיט אַ פאַרטיק קופּער גרעב פון 12אָז און העכער;דער אַרטיקל פאָוקיסיז דער הויפּט אויף די פיזאַבילאַטי לערנען פון די פּראָדוקציע פּראָצעס פון 12oz הינטער-דיק קופּער מולטילייַער געדרוקט באָרדז.דיק קופּער שריט-דורך-שריט קאַנטראָולד טיף עטשינג טעכנאָלאָגיע + בויען-אַרויף לאַמינאַטיאָן טעכנאָלאָגיע, יפעקטיוולי ריאַלייזינג די פּראַסעסינג און פּראָדוקציע פון 12אָז הינטער-דיק קופּער מאַלטילייער געדרוקט באָרדז.
מאַנופאַקטורינג פּראָצעס
2.1 אָנלייגן פּלאַן
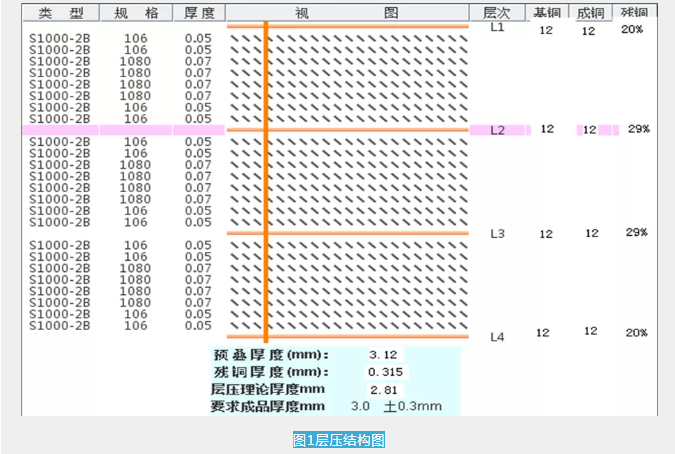
דאָס איז אַ 4 שיכטע, ויסווייניקסט / ינער קופּער גרעב 12 אַז , מין ברייט / פּלאַץ 20/20 מיל , אָנלייגן ווי אונטן:
2.1 אַנאַליסיס פון פּראַסעסינג שוועריקייטן
❶ הינטער-דיק קופּער עטשינג טעכנאָלאָגיע (קופּער שטער איז הינטער-דיק, שווער צו עטשינג): קויפן ספּעציעל 12 אָז קופּער שטער מאַטעריאַל, אַדאַפּט positive און נעגאַטיוו קאַנטראָולד טיף עטשינג טעכנאָלאָגיע צו פאַרשטיין די עטשינג פון הינטער-דיק קופּער סערקאַץ.
❷ הינטער-דיק קופּער לאַמינאַטיאָן טעכנאָלאָגיע: די טעכנאָלאָגיע פון איין-סיידאַד קרייַז-קאַנטראָולד טיף עטשינג דורך וואַקוום דרינגלעך און פילונג איז געניצט צו יפעקטיוולי רעדוצירן די שוועריקייט פון דרינגלעך.אין דער זעלביקער צייט, עס אַסיס די דרינגלעך סיליקאָנע בלאָק + יפּאַקסי בלאָק צו סאָלווע די פּראָבלעם פון הינטער-דיק קופּער לאַמאַנייט טעכניש פּראָבלעמס אַזאַ ווי ווייַס ספּאַץ און לאַמינאַטיאָן.
❸ די פּינטלעכקייַט קאָנטראָל פון די צוויי אַליינמאַנץ פון דער זעלביקער שיכטע פון שורות: מעזשערמאַנט פון יקספּאַנשאַן און צונויפצי נאָך לאַמינאַטיאָן, אַדזשאַסטמאַנט פון די יקספּאַנשאַן און צונויפצי פאַרגיטיקונג פון די שורה;אין דער זעלביקער צייט, די שורה פּראָדוקציע ניצט LDI לאַזער דירעקט ימאַגינג צו ענשור די אָוווערלאַפּ אַקיעראַסי פון די צוויי גראַפיקס.
❹ הינטער-דיק קופּער דרילינג טעכנאָלאָגיע: דורך אָפּטימיזינג די ראָוטיישאַן גיכקייַט, קאָרמען גיכקייַט, צוריקציענ גיכקייַט, בויער לעבן, אאז"ו ו, צו ענשור גוט דרילינג קוואַליטעט.
2.3 פּראָצעס לויפן (נעמען 4-שיכטע ברעט ווי אַ בייַשפּיל)
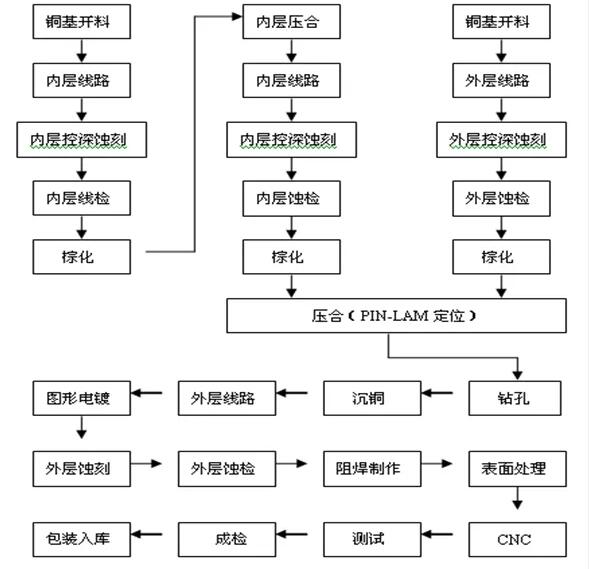
2.4 פּראָצעס
רעכט צו דער הינטער-דיק קופּער שטער, עס איז קיין 12אָז דיק קופּער האַרץ ברעט אין די אינדוסטריע.אויב די האַרץ ברעט איז גלייַך טיקאַנד צו 12אָז, די קרייַז עטשינג איז זייער שווער, און די עטשינג קוואַליטעט איז שווער צו גאַראַנטירן;אין דער זעלביקער צייַט, די שוועריקייט פון דרינגלעך די קרייַז נאָך איין מאָל מאָלדינג איז אויך זייער געוואקסן., פייסינג אַ גרעסערע טעכניש באַטאַלנעק.
אין סדר צו סאָלווע די אויבן פּראָבלעמס, אין דעם הינטער-דיק קופּער פּראַסעסינג, די ספּעציעל 12oz קופּער שטער מאַטעריאַל איז גלייַך פּערטשאַסט בעשאַס די סטראַקטשעראַל פּלאַן.דער קרייַז אַדאַפּץ אַ שריט-דורך-שריט קאַנטראָולד טיף עטשינג טעכנאָלאָגיע, דאָס איז, די קופּער שטער איז ערשטער עטשט 1/2 גרעב אויף די פאַרקערט זייַט → געדריקט צו פאָרעם אַ דיק קופּער האַרץ באָרד → עטשינג אויף די פראָנט צו באַקומען די ינער שיכטע קרייַז מוסטער.צולי ב דע ר שטײגע ר שטײגע ר עטצ ן װער ט ד י שװעריקײט ן פו ן עטצ ן זײע ר פארקלענער ט או ן אוי ך ד י שװעריקײט ן פו ן דריקן .
❶ שורה טעקע פּלאַן
צוויי שטעלט פון טעקעס זענען דיזיינד פֿאַר יעדער שיכטע פון דעם קרייַז.דער ערשטער נעגאַטיוו טעקע דאַרף זיין שפּיגל צו ענשור אַז דער קרייַז איז אין דער זעלביקער שטעלע בעשאַס די פאָרויס / פאַרקערט קאָנטראָל טיף עטשינג, און עס וועט זיין קיין מיסאַליגנמאַנט.
❷ פאַרקערט קאָנטראָל טיף עטשינג פון קרייַז גראַפיקס
❸ צווייטיק קרייַז גראַפיקס אַליינמאַנט אַקיעראַסי קאָנטראָל
אין סדר צו ענשור די צופאַל פון די צוויי שורות, די יקספּאַנשאַן און צונויפצי ווערט זאָל זיין געמאסטן נאָך דער ערשטער לאַמינאַטיאָן, און די שורה יקספּאַנשאַן און צונויפצי פאַרגיטיקונג זאָל זיין אַדזשאַסטיד;אין די זעלבע צייט,
די אָטאַמאַטיק אַליינמאַנט פון LDI לאַזער ימאַגינג ימפּרוווז יפעקטיוולי די אַליינמאַנט אַקיעראַסי.נאָך אַפּטאַמאַזיישאַן, די אַליינמאַנט אַקיעראַסי קענען זיין קאַנטראָולד ין 25ום.
❹ סופּער דיק קופּער עטשינג קוואַליטעט קאָנטראָל
אין סדר צו פֿאַרבעסערן די עטשינג קוואַליטעט פון הינטער-דיק קופּער סערקאַץ, צוויי מעטהאָדס פון אַלקאַליין עטשינג און זויער עטשינג זענען געניצט פֿאַר קאָמפּאַראַטיווע טעסטינג.נאָך וועראַפאַקיישאַן, די זויער-עטשט קרייַז האט קלענערער בוררס און העכער שורה ברייט אַקיעראַסי, וואָס קענען טרעפן די עטשינג רעקווירעמענץ פון הינטער-דיק קופּער.די ווירקונג איז געוויזן אין טאַבלע 1.

מיט די אַדוואַנטידזשיז פון שריט-דורך-שריט קאַנטראָולד טיף עטשינג, כאָטש די שוועריקייט פון לאַמינאַטיאָן איז זייער רידוסט, אויב די קאַנווענשאַנאַל אופֿן איז געניצט פֿאַר לאַמינאַטיאָן, עס נאָך פייסאַז פילע פּראָבלעמס, און עס איז גרינג צו פּראָדוצירן פאַרבאָרגן קוואַליטעט פּראָבלעמס אַזאַ ווי לאַמינאַטיאָן. ווייַס ספּאַץ און לאַמינאַטיאָן דעלאַמינאַטיאָן.פֿאַר דעם סיבה, נאָך דעם פּראָצעס פאַרגלייַך פּרובירן, די נוצן פון סיליקאָנע בלאָק דרינגלעך קענען רעדוצירן לאַמאַנייטינג ווייַס ספּאַץ, אָבער די ברעט ייבערפלאַך איז אַניוואַן מיט די מוסטער פאַרשפּרייטונג, וואָס אַפעקץ די אויסזען און די קוואַליטעט פון די פילם;אויב די יפּאַקסי בלאָק איז אויך אַססיסטעד, די דרינגלעך קוואַליטעט איז באטייטיק ימפּרוווד, קענען טרעפן די דרינגלעך רעקווירעמענץ פון הינטער-דיק קופּער.
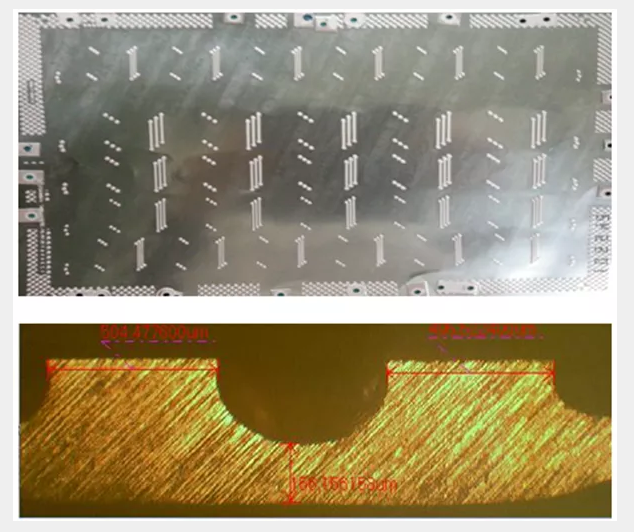
❶ סופּער דיק קופּער לאַמינאַטיאָן אופֿן

❷ סופּער דיק קופּער לאַמאַנייט קוואַליטעט
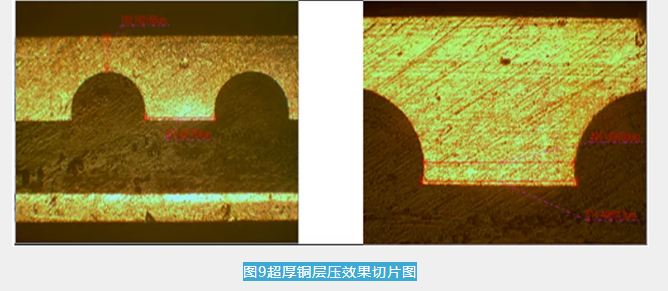
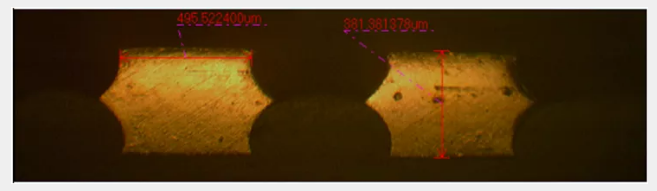
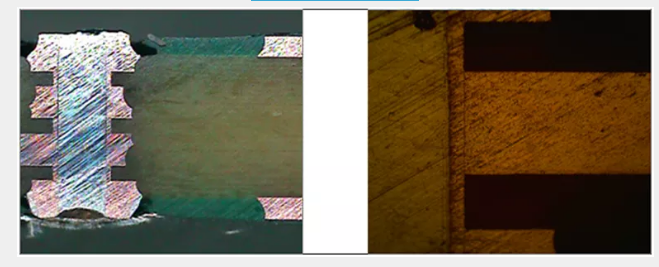
אויב משפטן פון די צושטאַנד פון די לאַמאַנייטאַד סלייסיז, די קרייַז איז גאָר אָנגעפילט, אָן מיקראָ-שפּאַלטן באַבאַלז, און די גאנצע טיף-עטשט טייל איז טיף איינגעווארצלט אין די סמאָלע;אין דער זעלביקער צייט, רעכט צו דער פּראָבלעם פון הינטער-דיק קופּער זייַט עטשינג, די שפּיץ שורה ברייט איז פיל גרעסערע ווי די שמאָלאַסט שורה ברייט אין די מיטל. גריפּ פון די דרינגלעך, וואָס איז אַ יבערראַשן.
❷ הינטער-דיק קופּער בויען-אַרויף טעכנאָלאָגיע
ניצן די אויבן-דערמאנט שריט-דורך-שריט קאַנטראָולד טיף עטשינג טעכנאָלאָגיע + לאַמינאַטיאָן פּראָצעס, לייַערס קענען זיין מוסיף סאַקסעסיוולי צו פאַרשטיין די פּראַסעסינג און פּראָדוקציע פון הינטער-דיק קופּער מאַלטי-שיכטע געדרוקט באָרדז;אין דער זעלביקער צייַט, ווען די ויסווייניקסט שיכטע איז געמאכט, די קופּער גרעב איז בלויז וועגן בעערעך.6אָז, אין די קייט פון די קאַנווענשאַנאַל סאַדער מאַסקע פּראָצעס פיייקייט, זייער ראַדוסאַז די פּראָצעס שוועריקייט פון סאַדער מאַסקע פּראָדוקציע און פאַרקירצן די ציקל פון סאַדער מאַסקע פּראָדוקציע.
הינטער-דיק קופּער דרילינג פּאַראַמעטערס
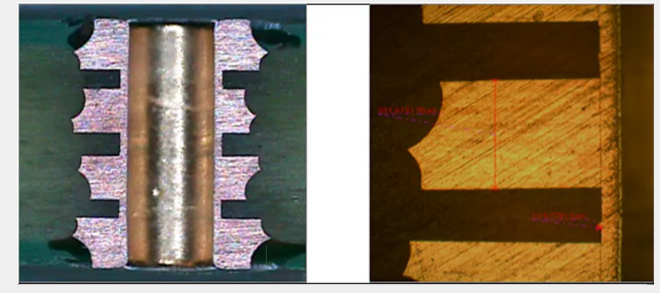
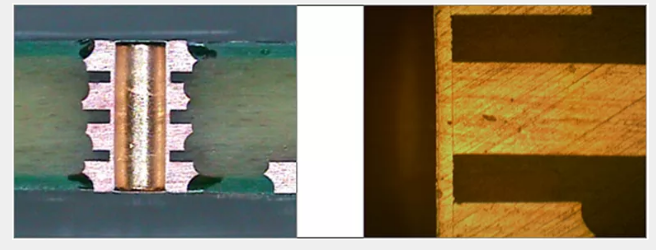
נאָך גאַנץ דרינגלעך, די גרעב פון די פאַרטיק טעלער איז 3.0 מם, און די קוילעלדיק קופּער גרעב ריטשאַז 160ום, וואָס מאכט עס שווער צו בויער.דאָס מאָל, אין סדר צו ענשור די קוואַליטעט פון די דרילינג, די דרילינג פּאַראַמעטערס זענען ספּעציעל אַדזשאַסטיד לאָוקאַלי.נאָך אַפּטאַמאַזיישאַן, די רעפטל אַנאַליסיס געוויזן אַז די דרילינג האט קיין חסרונות אַזאַ ווי נאָגל קעפ און פּראָסט האָלעס, און די ווירקונג איז גוט.

קיצער
דורך דעם פּראָצעס פאָרשונג און אַנטוויקלונג פון די הינטער-דיק קופּער מאַלטילייער געדרוקט ברעט, די positive און נעגאַטיוו קאַנטראָולד טיף עטשינג טעכנאָלאָגיע איז געניצט, און די סיליקאָנע בלאָק + יפּאַקסי בלאָק איז געניצט צו פֿאַרבעסערן די קוואַליטעט פון די לאַמינאַטיאָן בעשאַס לאַמינאַטיאָן, וואָס יפעקטיוולי סאַלווז די שוועריקייט פון עטשינג די הינטער-דיק קופּער קרייַז פּראָסט טעכניש פּראָבלעמס אין די אינדוסטריע, אַזאַ ווי הינטער-דיק לאַמאַנייט ווייַס ספּאַץ און קייפל דרוקן פֿאַר סאַדער מאַסקע, האָבן הצלחה איינגעזען די פּראַסעסינג און פּראָדוקציע פון הינטער-דיק קופּער מאַלטילייער געדרוקט באָרדז;זייַן פאָרשטעלונג איז וועראַפייד צו זיין פאַרלאָזלעך, און עס האט צופֿרידן קאַסטאַמערז 'ספּעציעלע פאָדערונג פֿאַר קראַנט.
❶ שריט-דורך-שריט קאָנטראָל טיף עטשינג טעכנאָלאָגיע פֿאַר positive און נעגאַטיוו שורות: יפעקטיוולי סאָלווע די פּראָבלעם פון הינטער-דיק קופּער שורה עטשינג;
❷ Positive און נעגאַטיוו שורה אַליינמאַנט אַקיעראַסי קאָנטראָל טעכנאָלאָגיע: יפעקטיוולי פֿאַרבעסערן די אָוווערלאַפּ אַקיעראַסי פון די צוויי גראַפיקס;
❸ הינטער-דיק קופּער בויען-אַרויף לאַמינאַטיאָן טעכנאָלאָגיע: יפעקטיוולי ריאַלייזיז די פּראַסעסינג און פּראָדוקציע פון הינטער-דיק קופּער מאַלטילייער געדרוקט באָרדז.
מסקנא
הינטער-דיק קופּער געדרוקט באָרדז זענען וויידלי געניצט אין גרויס-וואָג עקוויפּמענט מאַכט קאָנטראָל מאַדזשולז רעכט צו זייער איבער-קראַנט קאַנדאַקשאַן פאָרשטעלונג.ספּעציעל מיט די קעסיידערדיק אַנטוויקלונג פון מער פולשטענדיק פאַנגקשאַנז, הינטער-דיק קופּער געדרוקט באָרדז זענען געבונדן צו פּנים ווידער מאַרק פּראַספּעקס.דער אַרטיקל איז בלויז פֿאַר רעפֿערענץ און רעפֿערענץ פֿאַר פּירז.


 English yi
English yi 






