וויאַ לאָך איז אויך באקאנט ווי דורך לאָך.אין סדר צו טרעפן קונה באדערפענישן, די
קרייַז ברעט דורך לאָך מוזן זיין פּלאַגד.נאָך אַ פּלאַץ פון פיר, די טראדיציאנעלן אַלומינום צאַפּן לאָך פּראָצעס איז פארענדערט, און די קרייַז ברעט ייבערפלאַך סאַדער מאַסקע און צאַפּן זענען געענדיקט מיט ווייַס ייגל.לאָך.סטאַביל פּראָדוקציע און פאַרלאָזלעך קוואַליטעט.
דורך האָלעס שפּילן די ראָלע פון ינטערקאַנעקטינג און קאַנדאַקטינג שורות.די אַנטוויקלונג פון די עלעקטראָניק אינדוסטריע אויך פּראַמאָוץ די אַנטוויקלונג פון פּקב, און אויך שטעלן העכער רעקווירעמענץ פֿאַר געדרוקט ברעט מאַנופאַקטורינג טעכנאָלאָגיע און ייבערפלאַך בארג טעכנאָלאָגיע.דורך לאָך פּלאַגינג טעכנאָלאָגיע געקומען אין זייַענדיק, און די פאלגענדע באדערפענישן זאָל זיין באגעגנט אין דער זעלביקער צייט:
(1) עס איז בלויז קופּער אין די דורך לאָך, און די סאַדער מאַסקע קענען זיין פּלאַגד אָדער נישט;
(2) עס מוזן זיין צין און בלייַ אין די דורך לאָך, מיט אַ זיכער גרעב פאָדערונג (4 מייקראַנז), און קיין סאַדער אַנטקעגנשטעלנ טינט זאָל אַרייַן די לאָך, קאָזינג צין קרעלן צו זיין פאַרבאָרגן אין די לאָך;
(3) די דורך האָלעס מוזן האָבן סאַדער אַנטקעגנשטעלנ טינט צאַפּן האָלעס, אָופּייק, און מוזן נישט האָבן צין קרייזן, צין קרעלן און לעוועלינג רעקווירעמענץ.
פארוואס טאָן פּקב קרייַז באָרדז דאַרפֿן צו פאַרשפּאַרן וויאַס?
מיט דער אַנטוויקלונג פון עלעקטראָניש פּראָדוקטן אין דער ריכטונג פון "ליכט, דין, קורץ און קליין", פּקבס זענען אויך דעוועלאָפּינג צו הויך געדיכטקייַט און הויך שוועריקייט.דעריבער, אַ גרויס נומער פון סמט און בגאַ פּקבס האָבן ארויס, און קאַסטאַמערז דאַרפן צאַפּן האָלעס ווען מאַונטינג קאַמפּאָונאַנץ, דער הויפּט אַרייַנגערעכנט פינף פאַנגקשאַנז:
(1) פאַרהיטן צין פון פּענאַטרייטינג דורך די קאָמפּאָנענט ייבערפלאַך דורך די דורך לאָך צו פאַרשאַפן אַ קורץ קרייַז ווען די פּקב פּאַסיז דורך די כוואַליע סאַדערינג;ספּעציעל ווען מיר שטעלן די דורך לאָך אויף די BGA בלאָק, מיר מוזן ערשטער מאַכן אַ צאַפּן לאָך, און דעמאָלט גאָלד-פּלייטאַד צו פאַסילאַטייט BGA סאַדערינג.

(2) ויסמיידן פלאַקס רעזאַדו אין די דורך לאָך;
(3) נאָך די ייבערפלאַך בארג און קאָמפּאָנענט פֿאַרזאַמלונג פון די עלעקטראָניק פאַבריק איז געענדיקט, די פּקב מוזן זיין וואַקוום אויף די טעסטינג מאַשין צו פאָרעם אַ נעגאַטיוו דרוק איידער עס איז געענדיקט:
(4) פּרעווענט די ייבערפלאַך סאַדער פּאַפּ פון פלאָוינג אין די לאָך צו פאַרשאַפן ווירטואַל וועלדינג, וואָס אַפעקץ די מאַונטינג;
(5) פאַרהיטן צין קרעלן פון פּאַפּינג אויס בעשאַס כוואַליע סאַדערינג, קאָזינג קורץ קרייַז.
רעאַליזאַטיאָן פון קאַנדאַקטיוו האָלע פּלאַגינג טעכנאָלאָגיע
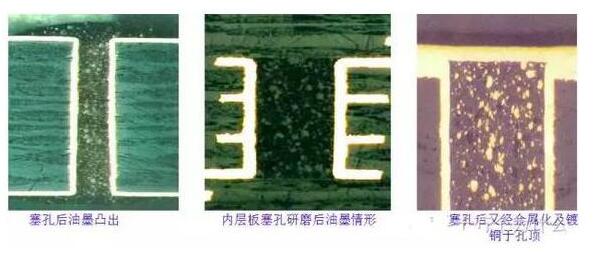
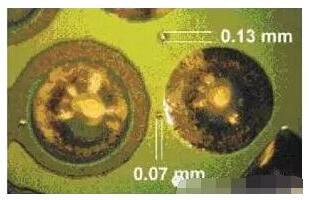
פֿאַר ייבערפלאַך בארג באָרדז, ספּעציעל פֿאַר BGA און IC מאַונטינג, די דורך האָלעס מוזן זיין פלאַך, מיט אַ קאַנוועקס און קאָנקאַווע פּלוס אָדער מינוס 1 מיל, און עס מוזן זיין קיין רויט צין אויף די ברעג פון די דורך לאָך;צין קרעלן זענען פאַרבאָרגן אין די דורך לאָך, אין סדר צו דערגרייכן קונה צופֿרידנקייט די באדערפענישן פון די דורך לאָך פּלאַגינג פּראָצעס קענען זיין דיסקרייבד ווי פאַרשידן, דער פּראָצעס לויפן איז דער הויפּט לאַנג, און דער פּראָצעס קאָנטראָל איז שווער.עס זענען אָפט פּראָבלעמס אַזאַ ווי ייל אָנווער בעשאַס הייס לופט לעוועלינג און גרין ייל סאַדער קעגנשטעל יקספּעראַמאַנץ;ייל יקספּלאָוזשאַן נאָך קיורינג.איצט לויט די פאַקטיש פּראָדוקציע טנאָים, די פאַרשידן צאַפּן לאָך פּראַסעסאַז פון פּקב זענען סאַמערייזד, און עטלעכע קאַמפּעראַסאַנז און דערקלערונגען זענען געמאכט אין דעם פּראָצעס, אַדוואַנטידזשיז און דיסאַדוואַנטידזשיז:
באַמערקונג: דער אַרבעט פּרינציפּ פון הייס לופט לעוועלינג איז צו נוצן הייס לופט צו באַזייַטיקן די וידעפדיק סאַדער אויף די ייבערפלאַך פון די געדרוקט קרייַז ברעט און אין די האָלעס, און די רוען סאַדער איז יוואַנלי באדעקט אויף די פּאַדס, ניט-קעגנשטעל סאַדער שורות און ייבערפלאַך פּאַקקאַגינג ווייזט, וואָס איז די ייבערפלאַך באַהאַנדלונג אופֿן פון די געדרוקט קרייַז ברעט.איינער.
1. צאַפּן לאָך פּראָצעס נאָך הייס לופט לעוועלינג
דער פּראָצעס לויפן איז: ברעט ייבערפלאַך סאַדער מאַסקע → HAL → צאַפּן לאָך → קיורינג.דער ניט-פּלאַגינג פּראָצעס איז געניצט פֿאַר פּראָדוקציע.נאָך די הייס לופט איז לעוואַלד, די אַלומינום פאַרשטעלן אָדער די טינט בלאַקינג פאַרשטעלן איז געניצט צו פאַרענדיקן די דורך לאָך פּלאַגינג פון אַלע די פעסטונגען פארלאנגט דורך דער קונה.די פּלאַגינג טינט קענען זיין פאָטאָסענסיטיוו טינט אָדער טערמאַסעטטינג טינט.אין דעם פאַל פון ינשורינג די זעלבע קאָליר פון די נאַס פילם, די פּלאַגינג טינט איז בעסטער צו נוצן די זעלבע טינט ווי די ברעט ייבערפלאַך.דער פּראָצעס קענען ענשור אַז די דורך לאָך טוט נישט פאַלן ייל נאָך די הייס לופט איז לעוואַלד, אָבער עס איז גרינג צו פאַרשאַפן די צאַפּן לאָך טינט צו קאַנטאַמאַנייט די ברעט ייבערפלאַך און זיין אַניוואַן.עס איז גרינג פֿאַר קאַסטאַמערז צו פאַרשאַפן ווירטואַל סאַדערינג (ספּעציעל אין BGA) ווען מאַונטינג.אַזוי פילע קלייאַנץ טאָן ניט אָננעמען דעם אופֿן.
2. צאַפּן לאָך פּראָצעס איידער הייס לופט לעוועלינג
2.1 ניצן אַלומינום בויגן צו צאַפּן האָלעס, היילן און מאָל די טעלער פֿאַר מוסטער אַריבערפירן
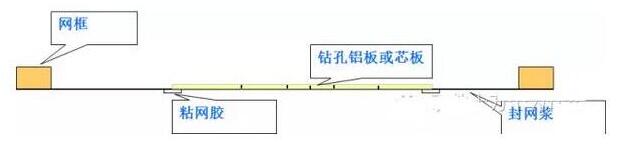
אין דעם פּראָצעס, אַ CNC דרילינג מאַשין איז געניצט צו בויער אויס די אַלומינום בויגן וואָס דאַרף זיין פּלאַגד, מאַכן אַ פאַרשטעלן טעלער און צאַפּן די האָלעס צו ענשור אַז די דורך האָלעס זענען פול, און די פּלאַגינג טינט איז געניצט צו צאַפּן די לאָך. ., די סמאָלע שרינגקידזש ענדערונג איז קליין, און די באַנדינג קראַפט מיט די לאָך וואַנט איז גוט.דער פּראָצעס לויפן איז: פּרעטרעאַטמענט → צאַפּן לאָך → גרינדינג טעלער → מוסטער אַריבערפירן → עטשינג → ברעט ייבערפלאַך סאַדער מאַסקע
דער אופֿן קענען ענשור אַז די דורך לאָך צאַפּן לאָך איז פלאַך, און די הייס לופט לעוועלינג וועט נישט האָבן קוואַליטעט פּראָבלעמס אַזאַ ווי ייל יקספּלאָוזשאַן און ייל אָנווער בייַ די ברעג פון די לאָך, אָבער דעם פּראָצעס ריקווייערז איין-צייַט טיקנינג פון קופּער, אַזוי אַז די קופּער גרעב פון די לאָך וואַנט קענען טרעפן די קונה ס סטאַנדאַרט.דעריבער, די רעקווירעמענץ פֿאַר קופּער פּלייטינג אויף די גאנצע טעלער זענען זייער הויך, און עס זענען אויך הויך רעקווירעמענץ פֿאַר די פאָרשטעלונג פון די גרינדינג מאַשין צו ענשור אַז די סמאָלע אויף די קופּער ייבערפלאַך איז גאָר אַוועקגענומען, און די קופּער ייבערפלאַך איז ריין און פריי פון פאַרפּעסטיקונג.פילע פּקב פאבריקן טאָן ניט האָבן אַ איין-צייַט טיקנינג קופּער פּראָצעס, און די פאָרשטעלונג פון די עקוויפּמענט טוט נישט טרעפן די רעקווירעמענץ, ריזאַלטינג אין דעם פּראָצעס איז נישט געניצט פיל אין פּקב פאבריקן.
2.2 נאָך פּלאַגינג די האָלעס מיט אַלומינום שיץ, גלייך פאַרשטעלן די סאַדער מאַסקע אויף די ברעט ייבערפלאַך
אין דעם פּראָצעס, אַ CNC דרילינג מאַשין איז געניצט צו בויער אויס די אַלומינום בויגן וואָס דאַרף זיין פּלאַגד צו מאַכן אַ פאַרשטעלן טעלער, וואָס איז אינסטאַלירן אויף די פאַרשטעלן דרוק מאַשין פֿאַר פּלאַגינג.נאָך די פּלאַגינג איז געענדיקט, עס זאָל נישט זיין פּאַרקט פֿאַר מער ווי 30 מינוט.דער פּראָצעס לויפן איז: פּרעטרעאַטמענט - צאַפּן לאָך - זייַד פאַרשטעלן - פאַר-באַקינג - ויסשטעלן - דעוועלאָפּינג - קיורינג
דער פּראָצעס קענען ענשור אַז די דורך לאָך איז געזונט באדעקט מיט ייל, די צאַפּן לאָך איז פלאַך, און די קאָליר פון די נאַס פילם איז די זעלבע.פּאַדס, ריזאַלטינג אין נעבעך סאַדעראַביליטי;נאָך הייס לופט לעוועלינג, די ברעג פון די דורך לאָך באַבאַלז און ייל איז אַוועקגענומען.עס איז שווער צו קאָנטראָלירן די פּראָדוקציע מיט דעם פּראָצעס אופֿן, און דער פּראָצעס ינזשעניר מוזן אַדאַפּט ספּעציעל פּראַסעסאַז און פּאַראַמעטערס צו ענשור די קוואַליטעט פון די צאַפּן לאָך.
פארוואס טאָן פּקב קרייַז באָרדז דאַרפֿן צו פאַרשפּאַרן וויאַס?
2.3 נאָך די אַלומינום בויגן פּלאַגז די האָלעס, דעוועלאָפּס, פאַר-קיורז און גריינדז די ברעט, די ברעט ייבערפלאַך איז סאַדערד.
ניצן אַ CNC דרילינג מאַשין צו בויער אויס די אַלומינום בויגן וואָס ריקווייערז צאַפּן האָלעס, מאַכן אַ פאַרשטעלן טעלער און ינסטאַלירן עס אויף אַ יבעררוק פאַרשטעלן דרוק מאַשין פֿאַר צאַפּן האָלעס.די צאַפּן האָלעס מוזן זיין פול, און ביידע זייטן זענען פּרעפעראַבלי פּראָוטרודינג.דער פּראָצעס לויפן איז: פאַר-באַהאַנדלונג - צאַפּן לאָך - פאַר-באַקינג - אַנטוויקלונג - פאַר-קיורינג - ברעט ייבערפלאַך סאַדער מאַסקע
ווייַל דער פּראָצעס אַדאַפּץ צאַפּן-לאָך קיורינג צו ענשור אַז די דורך לאָך וועט נישט פאַרלירן בוימל אָדער ופרייַסן בוימל נאָך HAL, אָבער נאָך HAL, עס איז שווער צו גאָר סאָלווע די פּראָבלעם פון צין קרעל אין די דורך לאָך און צין אויף די דורך לאָך, אַזוי פילע קאַסטאַמערז טאָן ניט אָננעמען עס.
2.4 די סאַדער מאַסקע אויף די ברעט ייבערפלאַך און די צאַפּן לאָך זענען געענדיקט אין דער זעלביקער צייט.
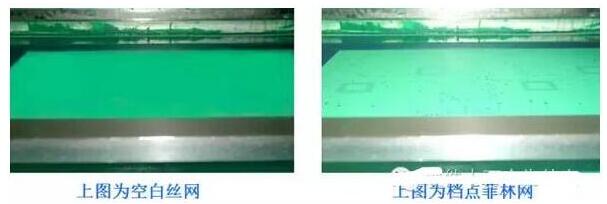
דער אופֿן ניצט 36 ט (43 ט) פאַרשטעלן ייגל, וואָס איז אינסטאַלירן אויף די פאַרשטעלן דרוק מאַשין, ניצן אַ באַקינג טעלער אָדער אַ נאָגל בעט, און פּלאַגינג אַלע די דורך האָלעס בשעת קאַמפּליטינג די ברעט ייבערפלאַך.דער פּראָצעס לויפן איז: פּרעטרעאַטמענט--סקרין דרוקן--פּרע-באַקן--ויסשטעלן--דעוועלאָפּמענט--היילן
דער פּראָצעס האט אַ קורץ צייט און אַ הויך יוטאַלאַזיישאַן קורס פון ויסריכט, וואָס קענען ענשור אַז די וויאַ האָלעס וועט נישט פאַרלירן ייל און די וויאַ האָלעס וועט נישט זיין טיינד נאָך הייס לופט לעוועלינג., די לופט יקספּאַנדז און ברייקס דורך די סאַדער מאַסקע, קאָזינג וווידז און אַניוואַננאַס.עס וועט זיין אַ קליין סומע פון דורך האָלעס פאַרבאָרגן אין צין בעשאַס הייס לופט לעוועלינג.דערווייַל, אונדזער פירמע האט בייסיקלי סאַלווד די לאָך און אַניוואַננאַס פון די דורך לאָך נאָך אַ פּלאַץ פון יקספּעראַמאַנץ, טשוזינג פאַרשידענע טייפּס פון טינט און וויסקאָסיטי, אַדזשאַסטינג די דרוק פון זייַד פאַרשטעלן דרוקן, אאז"ו ו, און דעם פּראָצעס איז אנגענומען פֿאַר מאַסע פּראָדוקציע. .


 English yi
English yi 






