Со брзиот развој на автомобилската електроника и модулите за енергетска комуникација, ултра дебелите кола од бакарна фолија од 12 oz и погоре постепено станаа еден вид специјални ПХБ плочи со широки пазарни перспективи, кои привлекуваат се повеќе внимание и внимание на производителите;Со широката примена на
печатени кола во електронската област, функционалните барања на опремата се сè поголеми и повисоки.Печатените плочки не само што ќе ги обезбедат потребните електрични приклучоци и механичка поддршка за електронските компоненти, туку и постепено ќе добиваат повеќе Со дополнителни функции, ултрадебелите печатени плочи од бакарна фолија кои можат да интегрираат извори на енергија, да обезбедат висока струја и висока доверливост постепено станаа популарни. производи развиени од индустријата за ПХБ и имаат широки перспективи.
Во моментов, персоналот за истражување и развој во индустријата успешно разви a двострано печатено коло со завршена дебелина на бакар од 10 oz преку слоевит метод на последователно задебелување на потопување со галван бакар + помош за печатење на повеќекратна маска за лемење.Сепак, има малку извештаи за производство на ултра дебел бакар повеќеслојни печатени табли со завршена дебелина на бакар од 12 oz и погоре;овој напис главно се фокусира на студијата за изводливост на процесот на производство на ултра дебели бакарни повеќеслојни печатени плочи од 12 oz.Дебелиот бакар, чекор-по-чекор, контролирана технологија за длабоко офорт + технологија за акумулирање на ламиниране, ефикасно реализирајќи ја обработката и производството на ултра дебели бакарни повеќеслојни печатени плочи од 12 oz.
Производствен процес
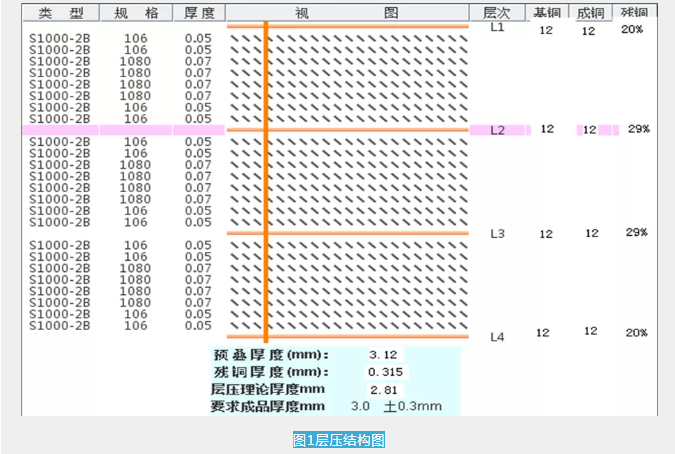
2.1 Складирање дизајн
Ова е 4 слоја, надворешен/внатрешен бакар дебелини 12 oz, мин ширина/простор 20/20 мил., наредени како подолу:
2.1 Анализа на тешкотии во обработката
❶ Технологија на ултра дебела бакарна офорт (бакарната фолија е ултра дебела, тешко се оградува): купете специјален материјал од бакарна фолија од 12OZ, усвоете позитивна и негативна контролирана технологија за длабоко офорт за да го реализирате офортувањето на ултра дебели бакарни кола.
❷ Технологија на ултра дебела бакарна ламинација: Технологијата на еднострано длабоко офорт контролирано со коло со вакуумско притискање и полнење се користи за ефикасно намалување на тешкотијата на притискање.Во исто време, помага при притискање на силиконска подлога + епоксидна подлога за да се реши проблемот со ултра дебел бакарен ламинат Технички проблеми како што се бели дамки и ламиниране.
❸ Прецизна контрола на двете порамнувања на ист слој на линии: мерење на проширување и контракција по ламиниране, прилагодување на проширување и компензација на контракција на линијата;во исто време, производството на линија користи директна слика со ласерски LDI за да обезбеди точност на преклопување на двете графики.
❹ Технологија за дупчење со ултра дебел бакар: со оптимизирање на брзината на ротација, брзината на напојување, брзината на повлекување, векот на дупчење итн., за да се обезбеди добар квалитет на дупчење.
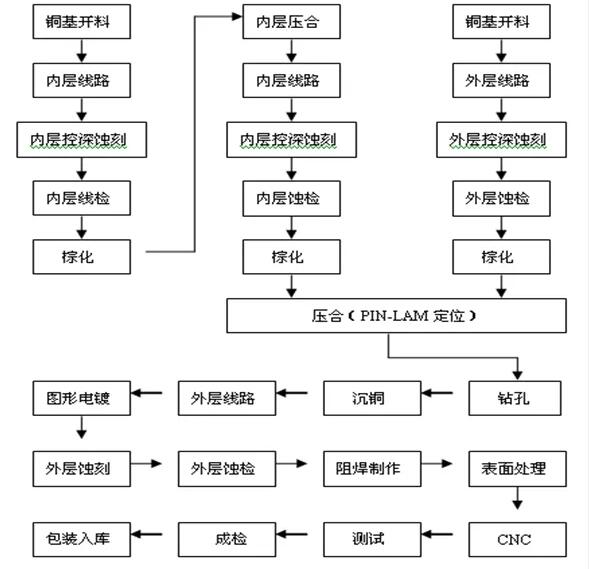
2.3 Процесен тек (земи 4-слојна плоча како пример)
2.4 Процес
Поради ултра дебелата бакарна фолија, во индустријата нема бакарна плочка со јадро од 12 oz.Ако основната плоча е директно задебелена до 12 oz, офортувањето на колото е многу тешко, а квалитетот на офорт е тешко да се гарантира;во исто време, тешкотијата на притискање на колото по еднократно обликување е исто така значително зголемена., Соочувајќи се со поголемо техничко тесно грло.
Со цел да се решат горенаведените проблеми, во оваа ултра-дебела обработка на бакар, специјалниот материјал од бакарна фолија од 12 oz директно се купува за време на структурниот дизајн.Колото прифаќа чекор-по-чекор контролирана технологија за длабоко офорт, односно бакарната фолија прво се гравира 1/2 дебелина на задната страна → се притиска за да се формира дебело бакарно јадро Плочка → офорт на предната страна за да се добие внатрешниот слој шема на коло.Поради чекор-по-чекор офорт, тешкотијата на офорт е значително намалена, а тешкотијата на притискање е исто така намалена.
❶ Дизајн на линиска датотека
Две групи датотеки се дизајнирани за секој слој на колото.Првата негативна датотека треба да се преслика за да се осигури дека колото е во иста позиција за време на длабокото офортирање на контролата напред/назад и нема да има погрешно усогласување.
❷ Обратно контролирано длабоко офортување на графиките на колото
❸ Контрола на точноста на порамнувањето на графичката графика на секундарните кола
За да се обезбеди совпаѓање на двете линии, вредноста на проширување и контракција треба да се измерат по првото ламинирање и да се прилагоди проширувањето на линијата и компензацијата на контракција;во исто време,
Автоматското порамнување на LDI ласерското сликање ефикасно ја подобрува точноста на порамнувањето.По оптимизацијата, точноста на усогласувањето може да се контролира во рок од 25um.
❹ Супер дебела контрола на квалитетот на бакарното офортување
Со цел да се подобри квалитетот на офорт кај ултра дебели бакарни кола, беа користени два методи на алкално офорт и киселинско офорт за компаративно тестирање.По верификацијата, колото со киселинско гравирање има помали бруси и поголема точност на ширината на линијата, што може да ги задоволи барањата за офорт на ултра дебел бакар.Ефектот е прикажан во Табела 1.

Со предностите на чекор-по-чекор контролирано длабоко офорт, иако тешкотијата на ламинирање е значително намалена, ако се користи конвенционалниот метод за ламиниране, сè уште се соочува со многу проблеми, а лесно е да се произведат скриени проблеми со квалитетот како што е ламиниране бели дамки и раслојување.Поради оваа причина, по тестот за споредба на процесите, употребата на силиконски подлоги за притискање може да ги намали ламинирачките бели дамки, но површината на плочата е нерамна со дистрибуцијата на шаблонот, што влијае на изгледот и квалитетот на филмот;ако се помага и епоксидната подлога, квалитетот на притискање е значително подобрен, може да ги исполни барањата за притискање на ултра дебел бакар.
❶ Метод на каширане со супер дебел бакар

❷ Супер дебел квалитет на бакарен ламинат
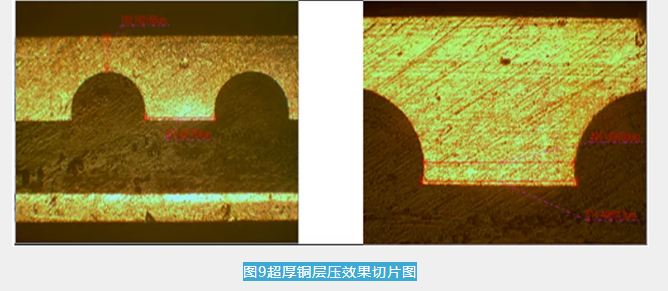
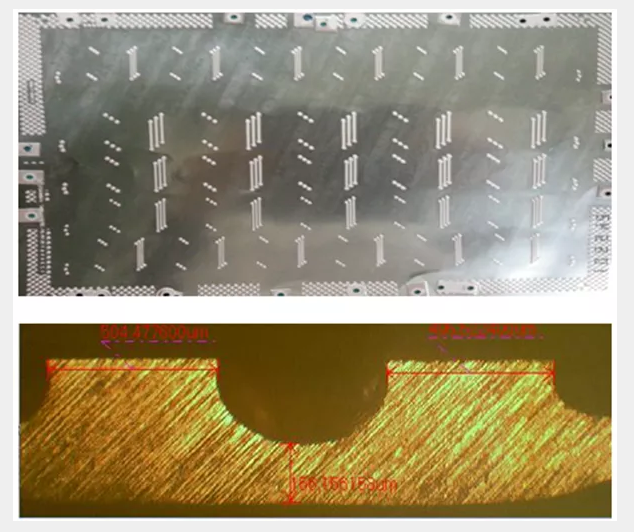
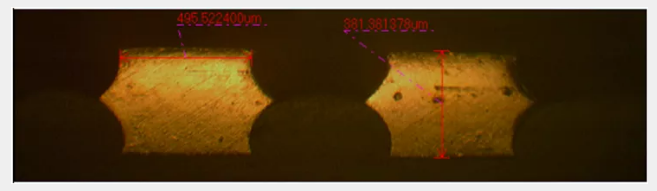
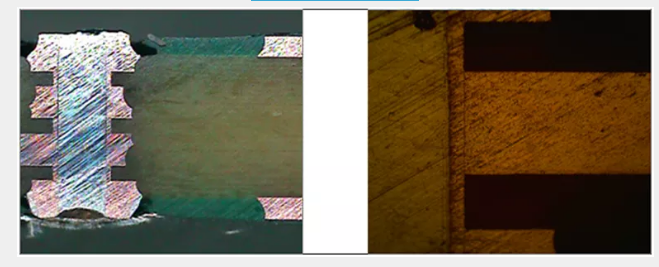
Судејќи според состојбата на ламинираните парчиња, колото е целосно пополнето, без меурчиња со микро-ресеци, а целиот длабоко врежан дел е длабоко вкоренет во смолата;во исто време, поради проблемот на ултра дебелото бакарно странично офортување, ширината на горната линија е многу поголема од најтесната ширина на линијата во средината. зафат на пресингот, што е изненадување.
❷ Технологија за акумулација на ултра дебел бакар
Користејќи ја гореспоменатата технологија за длабоко офорт чекор-по-чекор контролиран + процес на ламинирање, слоевите може последователно да се додаваат за да се реализира обработката и производството на ултра дебели бакарни повеќеслојни печатени плочи;во исто време, кога се прави надворешниот слој, дебелината на бакар е само околу прибл.6oz, во опсегот на конвенционалната способност за процесирање маска за лемење, во голема мера ја намалува тешкотијата на процесот на производство на маска за лемење и го скратува циклусот на производство на маска за лемење.
Параметри за дупчење со ултра дебел бакар
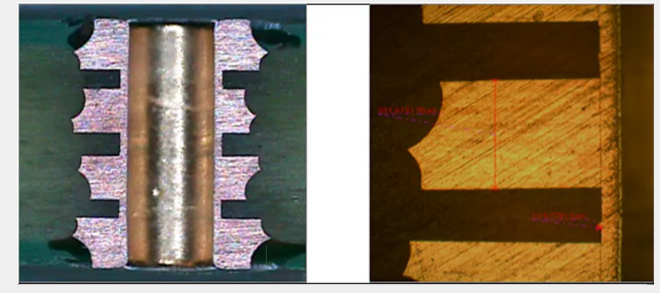
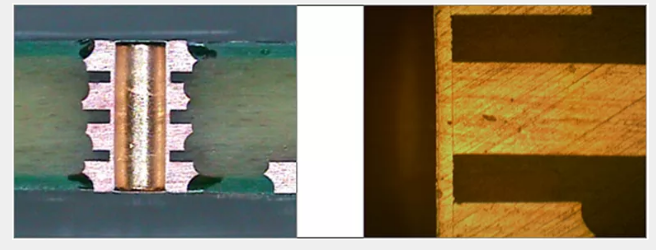
По целосно притискање, дебелината на готовата плоча е 3,0 mm, а вкупната дебелина на бакар достигнува 160um, што го отежнува дупчењето.Овој пат, за да се обезбеди квалитет на дупчењето, локално беа посебно прилагодени параметрите за дупчење.По оптимизацијата, анализата на парчињата покажа дека дупчењето нема дефекти како што се глави на ноктите и груби дупки, а ефектот е добар.

Резиме
Преку процесот на истражување и развој на ултра густата бакарна повеќеслојна печатена плоча, се користи позитивната и негативната контролирана технологија за длабоко офорт, а силиконската подлога + епоксидна подлога се користи за подобрување на квалитетот на ламинацијата за време на ламиниране, што ефикасно го решава проблемот тешкотија на гравирање на ултра дебелото бакарно коло Заеднички технички проблеми во индустријата, како што се ултра дебели бели дамки од ламинат и повеќекратно печатење за маска за лемење, успешно ја реализираа обработката и производството на ултра дебели бакарни повеќеслојни печатени плочи;неговите перформанси се потврдени како доверливи и ја задоволи посебната побарувачка на клиентите за струја.
❶ Чекор-по-чекор контрола на технологијата за длабоко офорт за позитивни и негативни линии: ефикасно решавање на проблемот со ултра дебелото бакарно офортување;
❷ Технологија за контрола на точноста на порамнување на позитивна и негативна линија: ефикасно ја подобрува точноста на преклопувањето на двете графики;
❸ Технологија на ламинација со акумулација на бакар со ултра густа: ефикасно ја реализира обработката и производството на ултра дебели бакарни повеќеслојни печатени плочи.
Заклучок
Ултра дебели бакарни печатени плочи се широко користени во модулите за контрола на моќноста на опремата со големи размери поради нивните перформанси на прекумерна спроводливост.Особено со континуираниот развој на посеопфатни функции, ултра дебели бакарни печатени плочи сигурно ќе се соочат со пошироки изгледи на пазарот.Оваа статија е само за референца и референца за врсниците.


 English mk
English mk 






