Med den snabba utvecklingen av fordonselektronik och kraftkommunikationsmoduler har ultratjocka kopparfoliekretskort på 12oz och över gradvis blivit ett slags speciella PCB-kort med breda marknadsutsikter, som har tilldragit sig fler och fler tillverkares uppmärksamhet och uppmärksamhet;Med den breda tillämpningen av
tryckta kretskort inom det elektroniska området blir funktionskraven för utrustning högre och högre.Tryckta kretskort kommer inte bara att ge nödvändiga elektriska anslutningar och mekaniskt stöd för elektroniska komponenter, utan också gradvis ges mer. Med ytterligare funktioner har ultratjocka kopparfolietryckta kort som kan integrera strömkällor, ge hög ström och hög tillförlitlighet gradvis blivit populära produkter utvecklade av PCB-industrin och har breda framtidsutsikter.
För närvarande har forsknings- och utvecklingspersonal inom branschen framgångsrikt utvecklat en dubbelsidigt kretskort med en färdig koppartjocklek på 10 oz genom den skiktade metoden för successiv förtjockning av elektropläterad kopparsänkning + hjälp med utskrift av flera lödmasker.Det finns dock få rapporter om produktion av ultratjock koppar tryckta skivor i flera lager med en färdig koppartjocklek på 12oz och mer;den här artikeln fokuserar huvudsakligen på genomförbarhetsstudien av produktionsprocessen av 12 oz ultratjocka flerskiktstryckta kopparkort.Tjock koppar steg-för-steg-kontrollerad djupetsningsteknik + uppbyggnadslamineringsteknologi, som effektivt realiserar bearbetning och produktion av 12oz ultratjocka flerskiktiga koppartryckta skivor.
Tillverkningsprocess
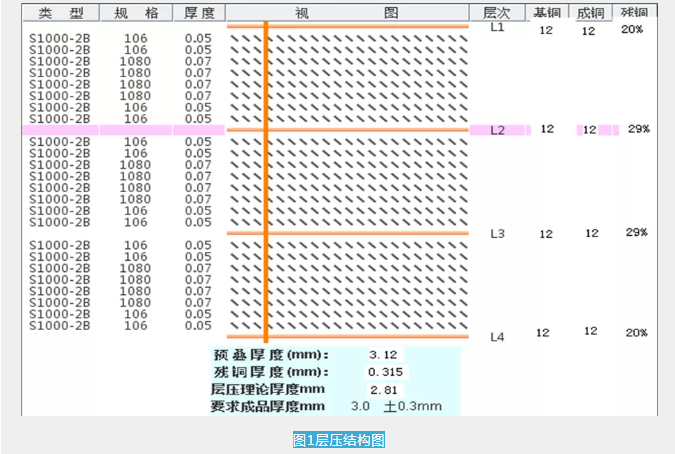
2.1 Stapla design
Detta är en 4-lagers, yttre/inre cooper tjocklek 12 oz, min bredd/utrymme 20/20 mil, stapla upp enligt nedan:
2.1 Analys av bearbetningssvårigheter
❶ Ultratjock kopparetsningsteknik (kopparfolie är ultratjock, svår att etsa): köp speciellt 12OZ kopparfoliematerial, använd positiv och negativ kontrollerad djupetsningsteknik för att realisera etsningen av ultratjocka kopparkretsar.
❷ Ultratjock kopparlamineringsteknik: Tekniken för enkelsidig kretsstyrd djupetsning genom vakuumpressning och fyllning används för att effektivt minska svårigheten att pressa.Samtidigt hjälper den pressningen av silikondyna + epoxidyna för att lösa problemet med ultratjockt kopparlaminat Tekniska problem som vita fläckar och laminering.
❸ Precisionskontroll av de två inriktningarna av samma lager av linjer: mätning av expansion och kontraktion efter laminering, justering av expansion och kontraktionskompensation av linjen;samtidigt använder linjeproduktionen LDI-laserdirektavbildning för att säkerställa överlappningsnoggrannheten hos de två grafikerna.
❹ Ultratjock kopparborrteknik: Genom att optimera rotationshastighet, matningshastighet, reträtthastighet, borrlivslängd etc., för att säkerställa god borrkvalitet.
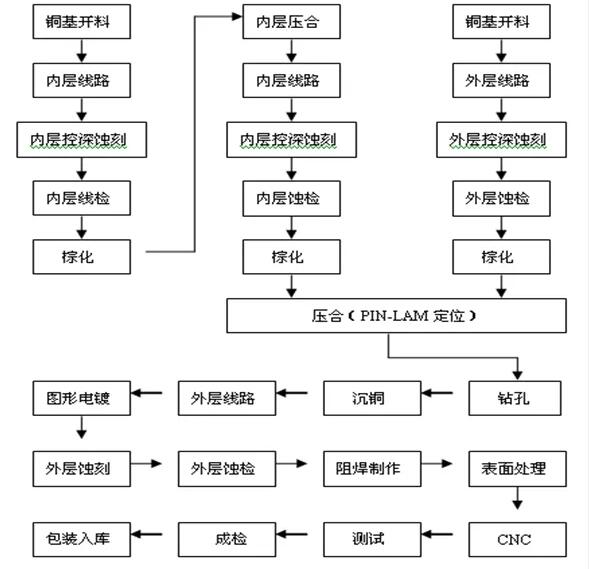
2.3 Processflöde (ta 4-lagerskiva som exempel)
2.4 Process
På grund av den ultratjocka kopparfolien finns det ingen 12oz tjock kopparkärna i branschen.Om kärnkortet är direkt förtjockat till 12 oz, är kretsens etsning mycket svårt, och etsningskvaliteten är svår att garantera;samtidigt ökar också svårigheten att pressa kretsen efter engångsgjutning avsevärt., Står inför en större teknisk flaskhals.
För att lösa ovanstående problem, i denna ultratjocka kopparbearbetning, köps det speciella 12oz kopparfoliematerialet direkt under den strukturella designen.Kretsen använder en steg-för-steg-kontrollerad djupetsningsteknik, det vill säga kopparfolien etsas först 1/2 tjocklek på baksidan → pressas för att bilda en tjock kopparkärna Board → etsning på framsidan för att erhålla det inre lagret kretsmönster.På grund av steg-för-steg-etsningen minskar svårigheten att etsning avsevärt, och svårigheten att pressa minskas också.
❶ Linjefildesign
Två uppsättningar filer är utformade för varje lager i kretsen.Den första negativa filen måste speglas för att säkerställa att kretsen är i samma position under djupetsningen framåt/bakåt, och det kommer inte att uppstå någon felinriktning.
❷ Omvänd kontroll djupetsning av kretsgrafik
❸ Sekundärkrets grafikuppriktningsnoggrannhetskontroll
För att säkerställa att de två linjerna sammanfaller, bör expansions- och kontraktionsvärdet mätas efter den första lamineringen, och linjeexpansionen och kontraktionskompensationen bör justeras;på samma gång,
Den automatiska inriktningen av LDI-laseravbildning förbättrar effektivt justeringsnoggrannheten.Efter optimering kan inriktningsnoggrannheten kontrolleras inom 25um.
❹ Supertjock kopparetsningskvalitetskontroll
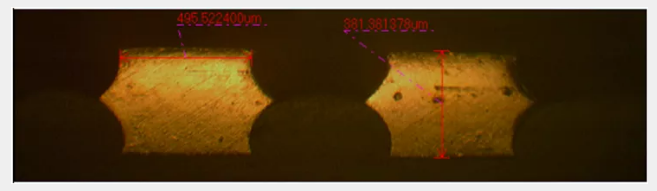
För att förbättra etsningskvaliteten hos ultratjocka kopparkretsar användes två metoder för alkalisk etsning och syraetsning för jämförande tester.Efter verifiering har den syraetsade kretsen mindre grader och högre linjebreddsnoggrannhet, vilket kan uppfylla etsningskraven för ultratjock koppar.Effekten visas i tabell 1.

Med fördelarna med steg-för-steg kontrollerad djupetsning, även om svårigheten med laminering har minskat avsevärt, om den konventionella metoden används för laminering, står den fortfarande inför många problem, och det är lätt att producera dolda kvalitetsproblem som laminering vita fläckar och lamineringsdelaminering.Av denna anledning, efter processjämförelsetestet, kan användningen av silikonkuddepressning minska laminerande vita fläckar, men skivans yta är ojämn med mönsterfördelningen, vilket påverkar utseendet och filmens kvalitet;om epoxidynan också assisteras, förbättras presskvaliteten avsevärt, Kan uppfylla presskraven för ultratjock koppar.
❶ Supertjock kopparlamineringsmetod

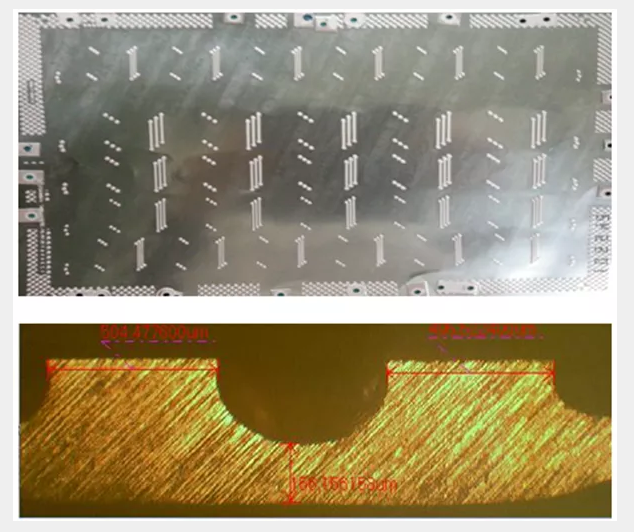
❷ Supertjock kopparlaminatkvalitet
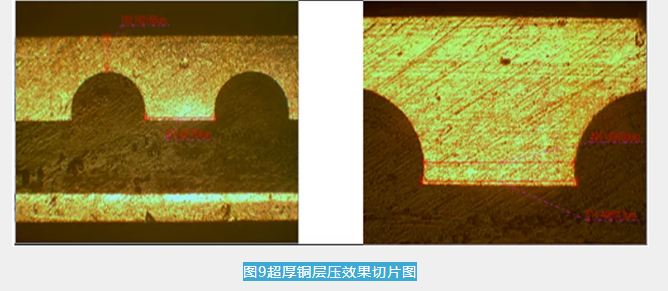
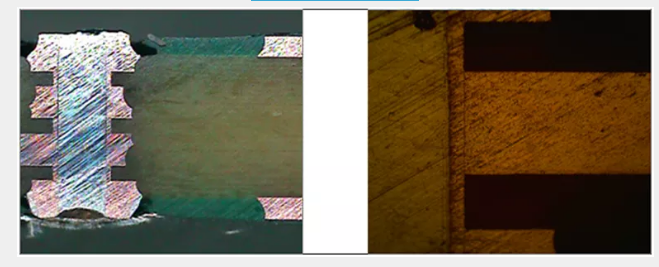
Att döma av de laminerade skivornas tillstånd är kretsen helt fylld, utan mikroslitsbubblor, och hela den djupetsade delen är djupt rotad i hartset;samtidigt, på grund av problemet med ultratjock kopparsidoetsning, är den övre linjens bredd mycket större än den smalaste linjebredden i mitten. Vid cirka 20um liknar denna form en "omvänd stege", vilket ytterligare kommer att förstärka grepp av pressningen, vilket är en överraskning.
❷ Ultratjock kopparuppbyggnadsteknik
Genom att använda den ovan nämnda steg-för-steg-kontrollerade teknologin för djupetsning + lamineringsprocessen kan skikt läggas till successivt för att realisera bearbetningen och produktionen av ultratjocka flerskiktiga koppartryckta skivor;samtidigt, när det yttre lagret görs, är koppartjockleken endast ca.6oz, inom intervallet för den konventionella lödmaskprocesskapaciteten, minskar avsevärt processsvårigheten för lödmaskproduktion och förkortar cykeln för lödmaskproduktion.
Ultratjocka kopparborrningsparametrar
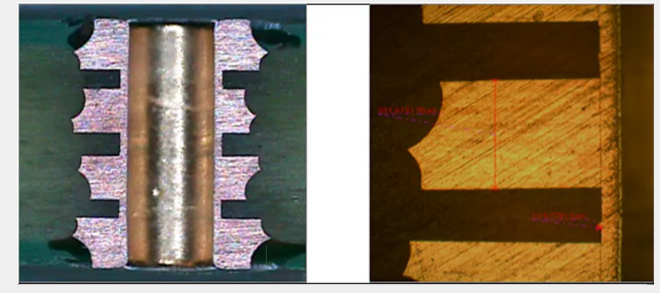
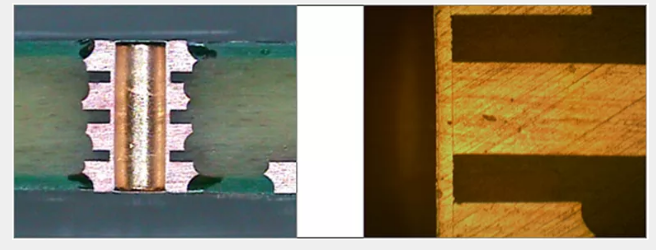
Efter total pressning är tjockleken på den färdiga plattan 3,0 mm, och den totala koppartjockleken når 160um, vilket gör det svårt att borra.Denna gång, för att säkerställa kvaliteten på borrningen, specialjusterades borrparametrarna lokalt.Efter optimering visade skivanalysen att borrningen inte har några defekter som spikhuvuden och grova hål och effekten är god.

Sammanfattning
Genom processforskningen och utvecklingen av den ultratjocka koppar-flerlagertavlan används den positiva och negativa kontrollerade djupetsningsteknologin, och silikondynan + epoxidynan används för att förbättra kvaliteten på lamineringen under lamineringen, vilket effektivt löser svårighet att etsa den ultratjocka kopparkretsen Vanliga tekniska problem i branschen, såsom ultratjocka laminatvita fläckar och multipelutskrift för lödmask, har framgångsrikt realiserat bearbetningen och produktionen av ultratjocka flerskiktskort av koppar;dess prestanda har verifierats att vara tillförlitlig, och den har tillfredsställt kundernas särskilda krav på ström.
❶ Steg-för-steg-kontroll djupetsningsteknik för positiva och negativa linjer: lös effektivt problemet med ultratjock kopparlinjeetsning;
❷ Teknik för kontroll av positiv och negativ linjejusteringsnoggrannhet: förbättrar effektivt överlappningsnoggrannheten för de två grafiken;
❸ Ultratjock kopparuppbyggnadslamineringsteknologi: realiserar effektivt bearbetningen och produktionen av ultratjocka koppar flerskiktstryckta skivor.
Slutsats
Ultratjocka koppartryckta skivor används ofta i storskaliga utrustningseffektkontrollmoduler på grund av deras överströmsledningsprestanda.Speciellt med den kontinuerliga utvecklingen av mer omfattande funktioner, kommer ultratjocka koppartryckta skivor att möta bredare marknadsutsikter.Den här artikeln är bara för referens och referens för kamrater.


 English sv
English sv 






